513 Structural Steel
Members
General (513.04)
The Contractor is required to
furnish the necessary access and area for inspection of all operations. The Inspector should not occupy the same
float or suspended platform used by the workmen for safety reasons.
Fabricator Documentation Responsibility (513.05)
Fabricated steel should have a TE-24
with the shipment. If fabricated steel
arrives without a TE-24, either the District Engineer of Tests or the Office of
Material Management’s structural steel section should be notified. A TE-24 in
the project file provides verification that the structural steel is accepted
material and fabrication has been properly performed.
Care
of Material (513.10)
The Contractor is required to
store structural material at the shop or in the field above the ground on
platforms, skids, or other supports.
Workmanship
and Straightening (513.11)
Structural steel is required
to be fabricated to the dimensional tolerances specified by Section 3.5 of the AASHTO/AWS Bridge Welding Code and as specified below.
Sweep
The specified tolerance for
sweep or horizontal curvature of a beam or girder is 1/8 inch (3 mm) in 10 feet
(3.05 m). This can be applied to any 10
feet (3.05 m) length of the member or multiple 10 feet (3.05 m) lengths up to
the total length of the fabricated section.
A beam 100 feet (30.5 m) long, checked for its entire length, must not
deviate more than ten 1/8 inches (3 mm) for a total of 1-1/4 inches (32 mm)
from a taut line stretched between its ends.
Camber
The maximum camber tolerance
at mid-span shall be 0 inch and the greater of + 3/4 inch or the designated
haunch height.
Shipping,
Storage and Erection (513.26)
Field Inspection
When the steel arrives on-site, and prior to erection, it should be inspected
thoroughly for damages and for quality of fabrication as time and conditions
permit.
Damage
The nature and extent of any
damage that may have occurred because of loading, transit, or unloading should
be noted along with the identifying piece mark or member. If corrective work is obvious, advise the
Contractor immediately so the responsible party can be notified and correction
can be performed in the most advantageous location.
Storage
Structural steel stored
on-site shall be supported off the ground on blocking and stored in an upright
position where it will not be affected by drainage. Many times the Contractor will secure angle
iron across the top flanges of adjacent beams to prevent them from tipping
over. If angle iron or other metal is
secured across the top of the beams, it is important to ensure that the
Contractor has not secured the angles or other metal by welding it to the beam.
Check of Bearing Seats
A final check shall be made
of the elevation of bearing seats on the piers and abutments before erection of
structural steel is scheduled to begin.
If bearing seats are found that need to be corrected, it must be
performed in the manner and to the tolerances described in 511
Bearing Seats of this manual.
The findings of this final
check should be filed in the project records.
Erection
Required Erection Procedures
The specifications require
the Contractor to submit an erection procedure for structural steel
members. If there is railroad
involvement, the PE stamped plan needs to be reviewed and approved by the
appropriate railroad. Otherwise, the
plan must have two PE stamps. For
additional requirements refer to C&MS Item 501.05.
Methods and equipment
submitted for erection of members must be used in handling during
transportation to the bridge site and unloading.
The erection drawings,
usually the “E” sheets of the accepted shop drawings, must be used to locate
the members on the bridge and may give special instructions for the erector to
follow.
Deviations from the submitted
erection procedure are not permitted. If
the erector proposes deviations in a procedure that appears to have merit, they
must re-submit their modified erection procedure per C&MS 501.05.
Lack of Departmental acceptance does not supersede the Engineer’s authority per
C&MS 105.04.
Typical Erection Procedures Items
Typical items that should be
included in the proposed erection procedure are as follows: (Reference C&MS
501.05.B.4.
use Erection Checklist Form CA-S-20).
1. A drawing of the complete framing which shows each
girder or beam section by “piece mark” and numbered in the order of proposed
erection.
2. A print of the erection sheet of the shop drawings may
be used.
3. The number of pieces and load capacity of erection
equipment to be used and method of lifting members.
4. Field splices to be made on the ground.
5. The number of field splice holes to be filled before
erected members are released and allowed to deflect (50 percent required,
preferably one-half with pins and one-half with bolts).
6. Methods and details for supporting the first beams or
girders at the abutments and piers in each unit. Where some sort of attachment
to the pier is used, it should be described as to size of members and method of
attaching to the pier and steel. In
addition to supporting the beams at the abutment and piers, there may also be
additional bracing of the top flange at mid-span to prevent the beam from
twisting or buckling under its own weight.
Bearing
Adjustment (Also refer to Item 516
Bearing Device section of this manual)
When steel beams or girders
are first landed, and before sole plates are fastened, bearings may be set
approximately plumb. After all beams or
girders between expansion joints are in place and the overall length has been
checked, make temperature corrections in the plumbness
of the bearings. The length of bridge
from the fixed bearing and the deviation in temperature of the steel from 60 °F
(16 °C) must be used in calculating the tilt to the bearings when rockers are
used.
The coefficient of expansion
to multiply with the length and temperature difference is 0.000006
(0.0000117). For example, for a two-span
length of 160 feet (49 m) at 40 °F (4 °C) for a difference of 20 °F degrees (-7
°C), the calculation is 160 x 20 x 0.000006 = 0.0192 feet or 1/4 inch (49 x 11
x 0.0000117 = 0.0060 m or 6 mm) that the rocker should be inclined from the
vertical toward the fixed bearing to compensate for the existing
temperature.
The same factors must be used
to determine the offset in sliding plate bearings.
Adjustments should be made on
a cloudy day when a temperature differential in the steel is not caused by the
sun’s rays.
A final check of correct
bearing adjustment must be made after the deck has been completed.
Elastomeric bearings cannot be
adjusted for temperature as there is no way to keep them in a deformed
shape. Due to this, if it is necessary
to correct for temperature due to excessive deformation or racking of the
bearings, the beams will have to be jacked up and the bearings reset when the
temperature is close to 60 °F.
High
Strength Steel Bolts, Nuts, and Washers (513.20)
The following described
operations are intended to clarify some of the important requirements of the
specifications.
Joint Assembly
The beams or girders to be
spliced must have their ends brought together at the correct relative elevation
with respect to support points and be held at the elevation, and in correct
alignment, so that heavy drifting is not necessary to align the holes.
Sufficient pins must be
installed to obtain accurate alignment of parts and sufficient bolts to compact
the joint. Before the beams or girders
are released and allowed to deflect, at least 50 percent of the holes must be
filled with pins and snug-tightened bolts.
A minimum of 25 percent pins is desired. However, if less than 25
percent will carry the stress and if additional pins cannot improve matching of
holes, a lesser number will be satisfactory.
If less than 25 percent pins are used, the remaining holes should be
filled with snug-tightened bolts. Highly stressed joints will most likely
require more than 50 percent of the holes to be filled with drift pins and
snug-tightened bolts; note such cases on the accepted erection procedure. Due to the possibility of damaging the
threads on the bolts, any bolts installed prior to installing the drift pins
shall be replaced.
On some beams and girders, it
is possible for the initial bolts used to compact the joints to become loose
when the remaining bolts are installed.
After all the remaining holes have been filled with bolts and tightened
to at least a snug tight condition, the initial bolts should be checked to
ensure that they are still snug tight.
When the splice is made on
the ground, all operations to complete the splice shall be performed.
Pins shall be cylindrical and
no more than 1/32 inch (1 mm) smaller than the diameter of the hole.
All holes not filled with
pins shall be filled with bolts and bolt tightening operations completed on
them before removal of any pins.
Bolt Tightening
Tighten bolts by the
turn-of-the-nut-method.
1. Tighten the bolt to a snug-tight condition.
2. Match mark the protruding end of the bolt and adjacent
surface of the nut.
3. Tighten the nut to the additional specified rotation.
Greater variation in tension
is usually obtained when the snug-tight condition is performed with power
wrenches. More consistent tension is obtained
with spud wrenches. When the steel
surfaces are flat and compact, the snug-tight condition is obtained when bolt
tension is between 5,000 and 10,000 pounds (22,222 and 44,444 newtons).
Snug-tight is accomplished by
either an impact wrench or an ordinary spud wrench. If an impact wrench is used, snug-tight is
achieved when the impact wrench begins to impact or hammer on the bolt. This will happen almost immediately after tightening
with the impact wrench. When a spud
wrench is used, snug-tight is achieved when the full effort of a man is applied
to the spud wrench and the nut cannot be tightened any further.
Bolts must be match marked
after the bolts have been tightened to a snug-tight condition. The purpose of the match mark is to measure
the amount of rotation of the nut relative to the bolt. The match marks must be placed properly in
order to measure this rotation. The
match marks must be placed on the end of the bolt and the adjacent surface of
the nut. Contractors have placed match
marks in several other locations; however, none of these locations allow the
relative rotation of the nut to the bolt to be measured (See Figures 513.A and 513.B - Match
Marked Bolts).

Figure 513.A
– Match Marked Bolts
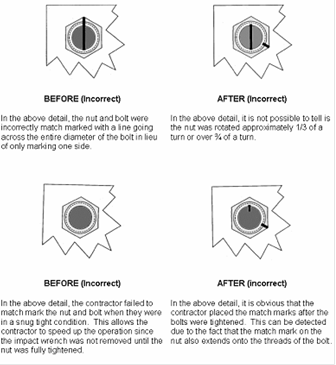
Figure 513.B
– Match Marked Bolts
During final tightening, all
of the specified rotation must be performed.
Although the bolts may be over-tightened in the snug-tight condition by
power wrenches, the full specified rotation is still required. A maximum tension is not specified and
excessive tension is not cause for rejection.
The first complete joint on a
project must be tested. If certain
conditions are met, inspection of subsequently-completed joints by testing may
be waived by the Engineer. These
conditions are:
1. The Engineer has accepted the compactness of the
joint.
2. The snug-tight operations have been witnessed and
accepted by the Engineer.
3. Match-marking of the protruding end of the bolt and
nut have been performed and indicates the required rotation. The Engineer must be satisfied that these
conditions have been met completely before the joint will be considered
accepted and testing waived.
4. Galvanized A 325 (A 325 M)
bolts, and bolts that were installed prior to inserting drift pins and
subsequently replaced, shall not be reused.
All other A 325 (A 325 M) black (un-galvanized) bolts may be reused if
accepted by the Engineer. Re-tightening
previously tightened bolts that may have been loosened by the tightening of
adjacent bolts is not considered reuse.
Inspection of Bolted Joints (513.20.E)
Even though a joint may
appear to have all the bolts in the joint properly match marked and tightened,
there is still the possibility that these bolts were not properly
tightened. Therefore, it is necessary
for the Contractor to provide a torque wrench and a recently calibrated tension
testing device.
The minimum torque required
must be determined prior to inspecting the bolts with the torque wrench. This is accomplished with the aid of the
tension testing device. A bolt is first
placed in the tension testing device and tightened to the required tension as
given by Table 513.20-2
in the C&MS. The torque wrench is
then used to determine how much torque is required to turn the nut on the bolt
after the minimum tension has been achieved.
When calibrating the torque wrench, the Engineer should hold his hand on
the nut being tightened in order to detect movement or rotation of the nut on
the bolt. The required torque is based
on the average torque of three bolts.
The torque wrench should be
calibrated at the beginning of each day it is used and for each diameter or
length of bolt being tested. Also, if
the coating varies (i.e., galvanized bolts as opposed to un-coated bolts), the
torque wrench should be calibrated.
Torque wrenches must have the
capacity of the maximum job inspection torque required for any bridge.
The Contractor applying the torque
should perform the inspection only up to the job inspection torque.
Calibration Devices (513.20.F)
The Erector must furnish the
Engineer with evidence that the manufacturer or a laboratory has checked the
tension-testing device within one year.
Welding
(513.21)
Welding requirements must be
according to the current ANSI/AASHTO/AWS “Bridge Welding Code,” except as modified by Supplement
1011 and the Construction and Material Specifications.
No attachments, other than
specified by the plans, shall be made by welding to any main structural members
such as beams, girders, cross-bracing, truss members, etc., unless accepted by
the Office
of Structural Engineering.
Approval of Welders
All welds must be performed
by welders qualified for the specific welding method to be used according to Supplement
1011. The Office
of Material Management must approve all welders prior to any welding. A list
of qualified welders is maintained by the Office of Materials Management. Welders must have been tested in the last 5
years.
Electrodes and Welding Procedures
Electrodes used to make all
permanent welds to steel must be of the low hydrogen type and must be on the
list of accepted electrodes maintained by the Office of Material Management.
In order to prevent moisture
in the atmosphere from being absorbed by the electrodes, which can cause
potential cracking of the weld, all stick electrodes must be purchased in a
hermetically-sealed container or must be dried in an oven at 450 °F to 500 °F
(232 °C to 260 °C) for 2 hours and stored in a suitable container that will
maintain a temperature of no less than 250 °F (121 °C). After removal for use, stick electrodes
exposed to the atmosphere for more than 4 hours for E70XX electrodes and 2
hours for E80XX electrodes must be re-dried at a temperature of 450 °F to 500
°F (232 °C to 260 °C) before use.
When electrodes have become
wet, the coating on the electrode is altered.
Drying the electrodes does not restore the electrode coating to the
original manufactured condition. Therefore, electrodes that become wet shall
not be used.
The welding procedure which
uses shielded metal arc electrodes (stick welding) is the only pre-accepted
procedure. If the Contractor proposes to
use Flux Core Arc Welding (FCAW), Submerged Arc
Welding (SAW), or Gas Metal Arc Welding (GMAW), he
must first have a welding procedure qualification test accepted and then submit
a welding procedure specification for approval.
Questions on welding procedure qualification tests and welding procedure
specifications can be answered by the Office
of Material Management’s structural steel section.
Weather Restrictions
When the base metal is below
the temperature listed in Table 513.A for the thickness of the material being
welded, it must be preheated in such a manner that surfaces being welded are at
or above the specified minimum temperature for a distance equal to the
thickness of the part being welded, but not less than 3 inches (76 mm) both
laterally and in advance of the welding.
Table 513.A –
Minimum Preheat Interpass Temperatures
|
Thickness of Thickest Part at Point of Welding – Inches (mm) |
Minimum Temperature |
|
|
A709 70W |
All Other Steel |
|
|
To ¾ (19), incl. |
50 °F (10 °C) |
50 °F (10 °C) |
|
Over ¾ to 1-½ (19 to 38), incl. |
125 °F (50 °C) |
70 °F (20 °C) |
|
Over 1 ½ to 2-½ (38 63.5), incl. |
175 °F (80 °C) |
150 °F (65 °C) |
|
Over 2-½ (63.5) |
225 °F (110 °C) |
225 °F (110 °C) |
When the base metal
temperature is below 32 °F (0 °C), the above specified should be preheated to
minimum temperature of at least 70 °F (20 °C).
Preheating is only necessary where the welding begins. Continued welding
will make further preheating unnecessary.
Welding shall not be done when the ambient temperature is below 0 °F
(-18 °C).
Welding Inspection
The welding operations should
be observed and complete welds inspected for conformance to the plans and shop
drawings. Fillet welds must be measured
with the use of a weld gauge or other method that will show the length of the
sides in contact with the steel.
Deficient welds must be built up to the required size. Poorly shaped welds or welds containing
defects such as cracks, pits, craters, and undercutting must be corrected to
the satisfaction of the Engineer.
When radiographic examination
of welds is required, the report and film must be submitted to the Office
of Materials Management, Structural Steel section, for review and
approval. This must be done before any
work is performed that would interfere with any necessary corrective work.
Arc Strikes
Occasionally during the
welding operation, the electrode will come in contact with an area of steel
that is not to be welded. This contact
will result in a small burnt spot or arc strike in the steel. If not properly removed, an arc strike has
the potential of propagating fatigue cracks.
Arc strikes located must be
removed by grinding. They can result in
unacceptable hard spots or small cracks.
Therefore, after the arc strikes are removed, the Contractor must check
every location where they occur where the steel is in tension. The Contractor must perform a
magnetic-particle test on all arc strikes to ensure that no cracks are
present. Hardness tests must be run on
all locations to ensure that no unacceptable hard areas are present. Hardness values shall not exceed the higher
of Rockwell C30 or the hardness value measured in the steel outside the
location of the arc strike. If the above
testing reveals unacceptable results, the flaw can be removed by grinding and the
steel be retested to assure that the flaw has been completely removed.
Normally the Contractor is
not equipped nor has the knowledge to perform the above test. He will typically make arrangements for a
private testing laboratory to perform the required testing.
Cleaning Of Welds
The finished weld must have
all slag removed and be neutralized by vigorous wire brushing to remove any
film that will affect the proper adherence of paint.
Stud
Shear Connectors (513.22)
Shear studs are short rods
that have been welded to a piece of steel for the purpose of anchoring that
steel to concrete. There are additional
requirements to inspect the weld joining the shear stud to a piece of steel.
Qualified Stud Welder Operator
Prior to allowing any
production welding, it is first necessary to ensure that the stud welder
operator is qualified. This is
accomplished at the project site since there is no list of qualified stud weld
operators.
To be qualified, one must
successfully weld two studs of the same type and size that will be used during
the production welding. The studs must
be welded to a piece of steel that is similar to the production member in
thickness and property or they may be welded to the production member.
The studs should be visually
examined after they have been welded. If
they were welded properly there should be weld metal completely around the base
of the stud (360 degree flash).
In addition to a visual
examination, the studs must be bent to an angle of approximately 30 degrees
from their original axis. Bend the studs
by either striking them with a hammer or bending the stud by use of a pipe.
If the visual examination
does not reveal a 360 degree flash or if the weld fails when the studs are bent
over, the Contractor must make corrections to his procedure and two more studs
must be welded and tested. This should
continue until two consecutive studs are tested and found to be satisfactory.
Qualifying the Stud Welding Procedure
Prior to production welding,
it is necessary to qualify the stud welding procedure. This should be performed at the beginning of
each day’s shift when welding has been interrupted for an hour or more, when
attaching the welding cable to a different ground, when changing weld settings,
when changing loops in the cable, or when 500 studs have been welded after
testing.
The actual testing shall be
the same as required for qualifying the stud welding operator.
Post Testing of Stud Welds
After the studs have been
welded, it is necessary to test the studs to ensure that they have been
installed correctly. Test the studs by
giving each one a light blow with a hammer.
When the studs are tapped, they should emit a ringing sound. Any stud that does not emit a ringing sound
should be bent approximately 15 degrees from its original axis.
In addition to tapping the
studs with a hammer, a visual inspection must be performed. Any stud that does not show a 360 degree
flash may be repaired by the Contractor by fillet welding the missing
flash. Any stud the Contractor elects
not to repair, or any stud that the Contractor has not repaired properly, must
be bent to an angle of approximately 15 degrees from its original axis.
Any stud that does not pass
the bend test must be replaced. All
studs that have been bent and have not failed should not be straightened.
Shop
Coatings (513.27)
Any members where thickness
appears questionable from a visual examination shall be checked in the field,
preferably prior to erection.
Documentation
Requirements - 513 Structural Steel Members
1. Check fabrication for compliance.
a. Pay in accordance with pay weight as accepted from the
Office
of Material Management or on a lump sum basis.
b. TE-24
on file for Structural Members.
c. Shop Drawings per C&MS 501.04.
2. Bearing Seat Inspection.
3. Document condition of beams/girders on delivery.
a. Damage.
b. Sweep.
c. Camber.
d. Shop Coating.
4. Beams/girders set according to erection procedure per
C&MS 501.05.
Use Erection Checklist Form CA-S-20.
5. Bolted Splices.
a. Ensure Contractor's compliance with approved erection
procedure.
b. 50 percent of holes filled with drift pins and
snug-tight bolts (25 percent for each).
c. Furnish calibration of torque wrenches and skidmore device.
d. Document that Engineer inspected first completed joint
and others as necessary.
e. Check no fewer than 10 percent of tightened bolts.
6. Welding.
a. Welding rods stored in a warm, dry area.
b. Inspected for size.
c. Document type of welding (stick welding is
pre-qualified; all others require Central Office approval).
d. Verify and document welder’s qualifications with approved
welders list maintained by the Office
of Materials Management.