499 Concrete – General
Ground Granulated Blast Furnace Slag (GGBFS)
Chemical Admixture for Concrete
Proportioning (499.03, 499.04, 499.05)
Proportioning Options for Portland Cement Concrete (499.04)
Basics Concepts used in Concrete Quality Control
Representative Concrete Samples
Total Air Tests (ASTM C 231 or ASTM C 173)
Temperature of Freshly Mixed Portland Cement Concrete (ASTM C-1064)
Making and Handling Concrete Cylinders (ASTM C 31)
Care and Maintenance of Concrete Testing Equipment
Concrete Mix Adjustment (499.03 D)
Equipment for Batching and Mixing Concrete (499.06)
Handling, Measuring and Batching Materials (499.07)
AASHTO M 157 Sections 10, 11.2, 11.5, 11.6
Documentation Requirements – 499 Concrete
Control of concrete is divided into two categories: large quantity-critical usage and small quantity non-critical usage. All pavement and structure concrete, and in general any other concrete usage exceeding 200 cubic yards (150 cubic meters) per day, is considered large quantity critical usage.
When placing small quantity non-critical usage concrete from sources having a record of supplying approved material, the concrete may be accepted by field tests and backed up by random test beams, concrete cylinders, and random plant inspections as deemed necessary by the Engineer. The following list shows examples of small quantity non-critical usage concrete:
1. Sidewalks - Not to exceed approximately 500 square yards (418 square meters) per day.
2. Curbing, combination curb and gutter - Not to exceed approximately 500 linear feet (152 linear meters) per day.
3. Patching and temporary pavements.
4. Building foundations and floors.
5. Slope paving and paved gutter.
6. Guardrail and fence post anchorages.
7. Metal pile castings.
8. Culvert headwalls.
9. Catch basins, manhole bases, and inlets.
10. Sign, signal, and light bases.
Acceptance of concrete under the small quantity non-critical usage procedure does not waive the responsibility for using approved materials. Concrete accepted under these provisions must be reported using an abbreviated TE-45 form along with company tickets indicating quantity, class, slump, and air test results and time of batching.
At least one concrete control inspector must be present whenever small quantity non-critical usage concrete is being placed, and two or more inspectors are required for large quantity critical usage placement.
Introduction
Concrete used in highway construction is a mixture of coarse aggregate, fine aggregate, Portland cement, water, entrained air, and permissible mineral or chemical admixtures. In this mixture, each aggregate particle is completely coated by a paste of cement and water. This paste binds the aggregate particles into a mass called concrete. The cement paste can consist of Portland cement, fly ash, ground granulated blast furnace slag, or microsilica, water, air voids, and any admixtures. The cement paste comprises from 25 to 40 percent of the total concrete volume. To have quality concrete it is necessary that both aggregate and paste be sound and durable.
Aggregate, cement, and admixtures to be used in concrete are sampled and tested by the Laboratory to assure that ingredients meet quality standards. However, the quality of the paste depends on proper construction techniques. These techniques include the minimum use of water, and favorable temperature and humidity during the curing period.
Approximately 30 pounds of water is required to complete the chemical reaction with 100 pounds of cement. Although a small amount of water is needed to complete the chemical reaction with cement, additional water is necessary to make the concrete workable. As the paste is thinned out with water, its quality is lowered: it will have less strength and less durability. For quality concrete, a proper proportion of water and cement is essential. This proportion is called water-cement ratio. The water-cement ratio is determined by dividing the weight in pounds (kilograms) of the total actual mixing water by the weight in pounds (kilograms) of cement used in the mix. A maximum water-cement ratio is specified to avoid excess water and to assure quality paste and, therefore, quality concrete.
To provide a dense mixture of the aggregate, cement, and water, it is necessary to have various sizes of aggregate particles so that the smaller particles fill the voids between the larger particles. Therefore, aggregate is divided into two categories: coarse aggregate and fine aggregate. Coarse aggregate is aggregate with 95 to 100 percent of its particles larger than the 4.75 mm (No. 4) sieve. Fine aggregate is aggregate with 95 to 100 percent of its particles smaller than the 4.75 mm (No. 4) sieve. Coarse and fine aggregate are graded, that is, they contain several sizes of particles combined together. When placed in concrete, these various sizes of particles become coated with the cement paste and form a dense mass with the voids filled.
In addition to requirements that it be strong and dense, concrete must be durable. Durability means resistance to the elements. Concrete that is not exposed to the elements such as water, freezing, and thawing, generally will be durable. When non-durable concrete is subjected to these destructive forces, scaling and deterioration generally follows and progresses with each cycle of freezing and thawing unless preventive measures are taken. In order to provide concrete with additional durability, an air-entraining admixture is added to the concrete to generate billions of air bubbles of microscopic size in the concrete. This air-entraining agent may be interground with the cement, or it may be an admixture, or both. These microscopic air bubbles form in the paste of the concrete as it hardens and create tiny air pockets in the hardened concrete. When moisture is present and freezing takes place in air-entrained concrete, the water expands and moves through capillaries to these very small air pockets and the expansive force is relieved. Without these relief air pockets, the forces created by the expanding ice formation would rupture the concrete at its surface. This rupturing is known as scaling.
Basically, this is the theory of concrete mixes. Quality concrete consists of a mixture of sound, durable, graded fine and coarse aggregate, together with cement, water, and air entrainment. When properly mixed, placed, and cured, the resultant concrete has strength and durability, and provides the service life for which it was designed. Only by vigilant inspection can fulfillment of these requirements be assured.
Duties and Responsibilities
The concrete control inspector is responsible for the fulfillment of all required tests and enforcement of all specification requirements for concrete. The Inspector cannot alter or waive any provision of the proposal, plans, or specifications. Any failure of the work or materials to conform to specifications must be corrected immediately. If necessary, production must be stopped for correction rather than permitting work that does not meet specification requirements to proceed. The Inspector must notify the Contractor and the Engineer of such action. The Inspector's duties include verifying that approved materials are used, performing tests as outlined in this manual, adjusting the mix as required, and enforcing the mixing requirements for the mixes used.
Copies of forms to be filled out or verified by the Inspector are interspersed within the text of this section and the use of the forms is described.
Materials (499.02)
All materials to be used in the production of concrete must be tested and approved or accepted by certification prior to use. A copy of the Laboratory report or e-mail indicating approval of material must be in hand before a material is used. When necessary, material may be used when notification of its approval has been given by phone from the Laboratory, provided the phone approval is recorded in the project records prior to use. When written approval is received, it is filed in the project records. No material is used unless it is determined that it has been approved.
Portland Cement
Cement generally is shipped in bulk quantities by truck from the cement plant or terminal to the concrete plant. The cement normally will be from a plant operating under the "Cement Certification Procedure" outlined in Supplement 1028 and will require a ½ gallon sample which equals to a 10-pound (4.6 kg) sample every 180 days from each ready mixed concrete plant. The Office of Materials Management (Laboratory) or the District Test Lab typically samples Portland cement.
Normally Type I Portland cement (701.04) is used. However, the general specifications permit the use of Type IA air entraining Portland cement (701.01), Type II moderate sulfate resistant Portland cement (701.02), Type III high-early strength Portland cement (701.05), and Type I(SM) Portland blast furnace modified slag cement (701.09).
An approved air-entraining admixture is required to provide the specified air content when non-air entraining cements are used and may be required if air-entraining cement is used to obtain the proper amount of air.
Type I (SM) Portland blast furnace modified slag cement (701.09) may be used only between April 1 and October 15. This type of cement is not permitted with Proportioning Option 1 (the fly ash option) or Proportioning Option 3 (the ground granulated blast furnace slag option). Only Type I (701.04) Portland cement is permitted in High Performance concrete (Class HP1, HP2, HP3, and HP4).
If high-early-strength concrete is specified, Type III must be used. If high-early-strength is not specified but it is desirable to accelerate the strength gain to expedite the work, the Contractor may use, at his own expense, high-early-strength cement (Type III), additional cement, approved chemical admixtures, or a combination of these materials.
If moisture is exposed to cement prior to mixing, it may cause the concrete to have slower setting time and reduced strength. Therefore, cement must be stored in waterproof bins or silos.
Truck transports generally load the cement into the storage bins using compressed air, so it is important that adequate vents are placed at the top of the bins. Unless adequate vents are provided, cement must not be loaded at the same time concrete is being batched. Small or restricted vents may be inadequate and could result in inaccurate weighing of the cement at the time cement was being loaded into the bins.
Aggregate
Fine and course aggregate must be approved prior to use under the Supplement 1069, “Pre-qualified Aggregate Supplier Program” and meet the requirements of 703.01. Pre-qualified aggregate suppliers/producers are listed on ODOT’s website.
Controlling the use of aggregate is the responsibility of project personnel, while the Laboratory is responsible for approving material.
Fine Aggregate
Fine aggregate for concrete includes natural sand and sand manufactured from stone. Natural sand is required to be used in any exposed concrete riding surface including 255, 256, 451, 452, 526, and 511(bridge deck concrete).
Fine aggregate consists of relatively small particles and does not tend to separate as much as coarse aggregate. Therefore, segregation generally is not a problem with the fine aggregate unless extremely careless methods of handling are employed.
Coarse Aggregate
If concrete is used for 305, 451 or 452 pavement it must also comply with 703.13 which is a test for freeze-thaw resistance (D-cracking susceptibility).
Coarse aggregate is a graded material consisting of a combination of various particle sizes that require extreme care when handling to prevent the smaller particles from separating from the larger ones. The separation that may occur during handling is known as segregation. If aggregate is dropped from a bucket or from a belt and allowed to form a cone-shaped stockpile, or if it is pushed over the edge of a stockpile, the larger aggregate particles will roll to the bottom, outside edge, of the pile. The smaller particles have less tendency to roll because of their small size and weight and remain closer to the center. This results in a segregated stockpile. Non-uniformity results when such material is used in the concrete mix and difficulty can be encountered in controlling the water demand, slump, and yield of the resultant concrete.
Coarse aggregate must be maintained with uniform moisture content above saturated surface dry condition. Watering or sprinkling of aggregate may be desirable to provide concrete of uniform slump, to lower the aggregate temperature during hot weather, in addition to overcoming the possibility of a rapid slump loss. When placing concrete during freezing weather, however, it is impractical to water a stockpile to maintain uniformity.
When sprinkling is desirable, it should be done in advance of use so that the water will be distributed uniformly throughout the stockpile. If stockpiles are large or contain aggregate having high absorption, such as slag, it may be necessary to start watering several days in advance. However, the sprinkling should be discontinued to permit excess moisture to drain off overnight.
Microsilica
Microsilica, also known as silica fume or condensed silica fume, is a pozzolanic admixture that must comply with 701.10. In its finely-divided form and in the presence of water, it will chemically react with calcium hydroxide released by the hydration of Portland cement to form compounds with cementitious properties. This light to dark gray powdery product is the result of the reduction of high-purity quartz with coal in an electric arc furnace in the manufacture of silicon or ferrosilicon alloys. Silica fume rises as an oxide vapor from a furnace 3,630 F (2,000 C). It cools, condenses, and is collected in cloth bags. The condensed silica fume is then processed to remove impurities and control particle size.
Condensed silica fume particles are 100 times finer than cement particles. The specific gravity of silica fume varies between 2.10 and 2.25 but can be as high as 2.55. When used in concrete it will fill the void space between cement particles resulting in impermeable concrete.
Microsilica or condensed silica fume is provided in dry densified powder form and must be protected from moisture. The microsilica normally will be from a plant operating under the "Microsilica Certification Procedure" outlined in Supplement 1045 and will require a 10-pound (4.6 kg) sample every 180 days from each ready mixed concrete plant.
Ground Granulated Blast Furnace Slag (GGBFS)
Ground Granulated Blast Furnace Slag (GGBFS) is a material that may be allowed or required by certain specifications. It is used as a cement replacement. The GGBFS material is produced from granulated blast furnace slag granules that are ground to a consistency somewhat finer than cement. The granules are produced by tapping molten slag from an iron blast furnace and using high-pressure water to rapidly quench the material. The granules produced have a consistency and color of sand and are composed primarily of glass. The granules are then ground in a cement mill into a fine white powder.
The material is required to meet the ASTM C 989 Specification. This specification identifies three grades of material: Grade 80, Grade 100, and Grade 120. Only Grades 100 and 120 are permitted under the Department's specifications. GGBFS generally is shipped in bulk quantities by truck from the cement plant or terminal to the concrete plant. The GGBFS normally will be from a plant operating under the "GGBF Slag Certification Procedure" outlined in Supplement 1034 and will require a 10-pound (4.6 kg) sample every 180 days from each ready mixed concrete plant.
Concrete produced using GGBFS will have a slower strength gain in cooler temperatures than normal mixes without it. Because of this, there are certain prohibitions for its use during cooler temperatures; GGBFS must be kept dry as with Portland cement and fly ash. It is handled generally in the same manner as cement and fly ash. It is normally delivered in bulk; however, for a small project it can be provided in bags. In either case, it should be stored in a dry location.
Fly Ash
When coal is used to fire the boilers of modern power stations it is first finely ground or pulverized to the fineness of face powder before being fed into the furnace. The burning powdered coal gives off heat to generate electricity, any coarse particles fall to the bottom of the furnace, and hot gasses given off are swept away to be exhausted up the chimneystack. The fine particles that are in this exhaust and which are trapped before passing into the atmosphere are "fly ash." During the combustion process, the bulk of these particles assume an almost spherical shape, like microscopic ball bearings. One of the properties of fly ash is that, in the presence of hydrating Portland cement, it behaves like cement. Fly ash reacts with calcium hydroxide to form compounds possessing cementitious properties.
Two classes of fly ash are allowed for concrete in 701.13. The two classes are Class F and Class C. Class F fly ash is produced from burning anthracite or bituminous coal. Class C fly ash is produced from burning lignite or sub-bituminous coal. Class F fly ash is the type normally found in Ohio. However, Class C fly ash is also becoming available to concrete producers now. Class C fly ash has some cementitious properties by itself while Class F does not.
Fly ash used in Department work must meet the requirements of ASTM C 618 except the maximum loss on ignition (LOI) must not exceed 3 percent. The LOI is a measurement of the carbon content or unburned coal in the fly ash. In order to maintain air entrainment at a particular level (in concrete containing fly ash), the fly ash must have a low LOI. The ASTM specification allows a higher LOI than our specifications. ODOT specifications require the lower LOI to minimize problems entraining air in the concrete.
Fly ash will normally be shipped in bulk quantities by truck from the power station to the concrete plant. Fly ash, like cement, has a certification process. This process is described in Supplement 1026, “Fly Ash Certification”. Certified fly ash requires a half-gallon (2L) sample every 180 days from each ready mixed concrete plant. Non-certified fly ash shall be sampled every 100 tons (91 metric tons) and be approved prior to use.
Concrete containing fly ash is permitted only between April 1 and October 15 due to slow strength gain in cold temperatures.
Bulk fly ash must be stored in waterproof bins prior to use. Normally fly ash is handled in the same manner as cement. Only one source of fly ash is permitted in any one structure unless otherwise approved by the Director.
Air-Entraining Admixture
Air-entraining admixtures are used to entrain the proper amount of air in concrete for freeze thaw durability. These admixtures must comply with 705.10 and conform to Supplement 1001, “Approval and Testing of Air Entraining Agents and Chemical Admixtures for Concrete”. The list of approved air entraining admixtures for Department use can be obtained from the Construction Management System (CMS) or from the Qualified Products List (QPL) on the ODOT website.
Air-entraining admixtures are randomly sampled at the concrete plant. The Laboratory generally takes these samples.
Chemical Admixture for Concrete
Approved set-retarding, or water-reducing and set retarding admixtures, are permitted in order to increase the workability of the concrete and to extend the time of discharge from 60 to 90 minutes. These admixtures are permitted and often required for superstructure concrete..
Should the Contractor propose to use calcium chloride as an accelerator in the concrete, it must be determined if such use is permitted by specification, plan or proposal note. If not, the Contractor must request permission of the Director in writing to use such admixtures.
Admixtures used under 499 must meet the requirements of 705.12 that specify that they meet ASTM C 494, except that the relative durability factor shall be 90. These admixtures must comply with Supplement 1001, “Approval and Testing of Air Entraining Agents and Chemical Admixtures for Concrete”.
The list of approved admixtures for Department use can be obtained from the Construction Management System (CMS) or from the Qualified Products List (QPL) on the ODOT website.
Chemical admixtures as defined by ASTM C 494 include:
· TYPE A - Water reducing
· TYPE B - Retarding
· TYPE C - Accelerating
· TYPE D - Water reducing and retarding
· TYPE E - Water reducing and accelerating
· TYPE F - Water reducing, high range
· TYPE G - Water reducing high range and retarding
Generally liquid admixtures are shipped and stored at the plant in drums or tanks. The admixture material is withdrawn directly from the drum and dispensed into the concrete. Drums or tanks containing liquid admixtures should be agitated before being used. In the absence of a dispenser, the admixture must be introduced accurately into the mix by hand. Drums or tanks for storage of liquid admixtures should be watertight and protected from freezing.
At ready mix plants producing large volumes of concrete, the air entraining and other chemical admixtures are delivered in bulk quantity by tank trucks. These bulk admixtures are pumped into storage tanks at the plant and then dispersed into concrete batches.
Water
Water that is suitable for drinking is satisfactory for use in concrete (potable water). Water must be free of sewage, oil, acid, strong alkalis, vegetable matter, clay, and loam. Water from such sources should be avoided. Whenever there is a reason to suspect that water proposed for use in concrete is not suitable, it must be tested and approved before it may be used. A one-gallon (3.8L) sample in a non-corrosive container (plastic or glass) must be transmitted to the Laboratory with a TE-31 Sample Data form for comparative testing.
Wash water used to clean out ready mixed concrete must be discharged from the mixing drum prior to recharging any truck with new materials.
An adequate supply of water must be available at the concrete plant to provide for mixing and stockpile watering for uninterrupted production. Adequate storage tanks kept filled or a connection to a water supply system usually will provide a sufficient supply.
Proportioning (499.03, 499.04, 499.05)
Concrete is to be proportioned (mixed) and controlled as per the requirements of 499.03, 499.04, and 499.05. Slump, air content, yield, and water-cement ratio is given in Tables 499.03-1, -2, -3, and -4 and also in Tables 499.04-1, -2, and -3. Additionally these tables provide the aggregate weights, and cement content for each class and proportioning option of concrete.
The slump must be maintained within the nominal slump range shown in the table for that mix design. The slump of concrete delivered to a project may be increased by the addition of water only if the maximum water cement ratio (or water to cementitious ratio) is not exceeded.
Do not allow the use of any concrete that exceeds the maximum slump. An occasional load of concrete with a slump in excess of the nominal slump, but below the maximum limit shown in the table, may be incorporated into the work provided that an immediate adjustment is made to reduce the slump.
The maximum slump permitted for all Class HP concrete is 8 inches (200 mm). This slump is to be measured at the point of placement into the forms. In some cases, it will not be practical to use this maximum slump due to a required cross slope or a super-elevation.
Concrete Classes (499.03C)
The Department uses prescription mixes that are found in concrete tables in 499.03 C. Table 499.03–2 shows Class S, Class C, and Class F concrete using No. 57 or No 67 size coarse aggregate. The class of concrete is generally called out in the specification of the item of work in which the concrete is to be used. The proportioning of these classes is based on developing an average compressive strength at 28 days as follows:
Class S = 4,500 psi (31 mPa)
Class C = 4,000 psi (28.0 mPa)
Class F = 3,000 psi (21.0 mPa)
The tables give the quantities of each ingredient for each class necessary for one cubic yard (cubic meter) of concrete. The tables include the saturated surface dry (SSD) weight in pounds (kilograms) of the fine aggregate and the coarse aggregate. The cement content in pounds (kilograms) and the water-cement ratio are also found in these tables. The table also specifies the air content range that is permitted and must be provided.
Proportioning Options for Portland Cement Concrete (499.04)
Under section 499.04 of the Specifications there are three proportioning options permitted to the standard specified Class C, Class F, and Class S mixes given in Table 499.03-2 and Table 499.03-3. The air content of these mixtures must comply with each respective table. The slump of the concrete must also comply with Table 499.03-1.
These options are only permitted if the Contractor submits a request to use them to the Engineer for approval, prior to use. The Contractor must not use any option mix unless the request is made in writing. The submittal must be made timely so that the Laboratory can evaluate each submittal and approve it prior to using it.
The saturated surface dry aggregate weights in the concrete tables were calculated using the same specific gravities used in 499.03 C.
Proportioning Option 1 (499.04 A. Reduced cement and use of fly ash)
Proportioning Option 1 allows the Contractor to reduce the cement content of the standard Class C, F, or S concrete mix as much as 15 percent by weight with the substitution of an equivalent weight of fly ash. Use the combined weight of cement and fly ash when calculating the water-cement ratio or allowable water with Proportioning Option 1 mixes. This option can only be used between April 1 and October 15 unless authorized by the Director.
Particular attention must be paid to the air content of Option 1 mixes. Variations in the quality of fly ash used can influence the air content.
Table 499.04-1 gives the quantities per cubic yard (cubic meter) for Class C, F, and S concrete using Option 1 using No 57 or 67 size coarse aggregate. This table includes No. 8 size gravel and limestone Class C, Option 1 concrete mixes for smaller concrete pavement projects as allowed by 703.13 of the specifications.
TABLE 499.04-1 Option 1 Concrete (Cement and Fly Ash)
|
Quantities Per Cubic Yard (Cubic Meter) |
||||||
|
Aggregate Type |
SSD Aggregate Weight |
Cement Content lb (kg) |
Fly Ash lb (kg) |
Water-CM Ratio Maximum |
Design Yield Cubic Feet (m3) |
|
|
Fine Aggregate lb (kg) |
Coarse Aggregate lb (kg) |
|||||
|
Class C Option 1 (Using No. 57 or 67 Size) |
||||||
|
Gravel |
1140 (676) |
1700 (1009) |
510 (303) |
90 (53) |
0.50 |
27.02 (1.00) |
|
Limestone |
1260 (748) |
1595 (946) |
510 (303) |
90 (53) |
0.50 |
27.00 (1.00) |
|
Slag |
1320 (783) |
1330 (789) |
510 (303) |
90 (53) |
0.50 |
26.99 (1.00) |
|
Class F Option 1 (Using No. 57 or 67 Size) |
||||||
|
Gravel |
1260 (748) |
1800 (1068) |
400 (237) |
70 (42) |
0.55 |
27.00 (1.00) |
|
Limestone |
1350 (801) |
1730 (1026) |
400 (237) |
70 (42) |
0.55 |
27.00 (1.00) |
|
Slag |
1380 (819) |
1475 (875) |
400 (237) |
70 (42) |
0.55 |
27.00 (1.00) |
|
Class S Option 1 (Using No. 57 or 67 Size) |
||||||
|
Gravel |
1060 (629) |
1640 (973) |
608 (361) |
107 (63) |
0.44 |
27.02 (1.00) |
|
Limestone |
1230 (730) |
1490 (884) |
608 (361) |
107 (63) |
0.44 |
27.03 (1.00) |
|
Slag |
1220 (724) |
1300 (771) |
608 (361) |
107 (63) |
0.44 |
27.02 (1.00) |
|
Class C Option 1 (Using No. 7, 78, or 8 Size) per 703.13 [2] |
||||||
|
Gravel |
1310 (777) |
1440 (854) |
510 (303) |
90 (53) |
0.50 |
27.01 (1.00) |
|
Limestone |
1350 (801) |
1410 (837) |
510 (303) |
90 (53) |
0.50 |
26.97 (1.00) |
|
[1] CM = cementitious material. [2] 8% +/- 2% entrained air content |
||||||
Proportioning Option 2 (499.04 B. Reduced cement and use of Type A or D admixture)
Proportioning Option 2 allows the Contractor to reduce the cement content of the Standard Class C, F, or S concrete mix by 50 pounds per cubic yard (30 kg per cubic meter). This option requires the use of an approved water reducing (Type A) or water reducing and retarding (Type D) admixture. An equivalent volume of aggregate is substituted for the volume of cement removed from the mix.
Table 499.04-2 gives the quantities per cubic yard (cubic meter) for Class C, F, and S concrete with Option 2 (using No 57 or 67 size coarse aggregate). This table includes No. 8 size gravel and limestone Class C, Option 2 concrete mixes for smaller concrete pavement projects as allowed by 703.13 of the specifications.
TABLE 499.04-2 OPTION 2 CONCRETE
(Cement Reduction of 50 lb w/ 705.12, Type A or D)
|
Quantities Per Cubic Yard (Cubic Meter) |
|||||
|
Aggregate Type |
SSD Aggregate Weight |
Cement Content lb (kg) |
Water- Cement Ratio Maximum |
Design Yield Cubic Feet (m3) |
|
|
Fine Aggregate lb (kg) |
Coarse Aggregate lb (kg) |
||||
|
Class C Option 2 (Using No. 57 or 67 Size) |
|||||
|
Gravel |
1190 (706) |
1780 (1056) |
550 (326) |
0.50 |
26.99 (1.00) |
|
Limestone |
1320 (783) |
1670 (991) |
550 (326) |
0.50 |
27.00 (1.00) |
|
Slag |
1385 (822) |
1395 (828) |
550 (326) |
0.50 |
27.02 (1.00) |
|
Class F Option 2 (Using No. 57 or 67 Size) |
|||||
|
Gravel |
1315 (780) |
1880 (1115) |
420 (249) |
0.55 |
27.00 (1.00) |
|
Limestone |
1410 (837) |
1810 (1074) |
420 (249) |
0.55 |
27.03 (1.00) |
|
Slag |
1440 (854) |
1540 (914) |
420 (249) |
0.55 |
27.00 (1.00) |
|
Class S Option 2 (Using No. 57 or 67 Size) |
|||||
|
Gravel |
1120 (664) |
1710 (1015) |
665 (395) |
0.44 |
27.00 (1.00) |
|
Limestone |
1290 (765) |
1560 (926) |
665 (395) |
0.44 |
27.02 (1.00) |
|
Slag |
1270 (753) |
1370 (813) |
665(395) |
0.44 |
27.01 (1.00) |
|
Class C Option 2 (Using No. 7, 78, or 8 Size) per 703.13 [1] |
|||||
|
Gravel |
1370 (813) |
1510 (896) |
550 (326) |
0.50 |
27.01 (1.00) |
|
Limestone |
1420 (842) |
1480 (878) |
550 (326) |
0.50 |
27.00 (1.00) |
|
[1] 8% +/- 2% entrained air content |
|||||
Take care to assure that the water-cement ratio is not exceeded with the No 8 size coarse aggregate mixes. By reducing the cement content 50 lbs per cubic yard (30 kg per cubic meter), the allowable water at a 0.50 water-cement ratio is reduced 25 lbs per cubic yard (15 kg per cubic meter). This results in about 3 gallons of water per cubic yard (15 liters per cubic meter) less allowable water than without the option. It may not be possible to produce concrete at a 3- or 4-inch (75 or 100 mm) slump and stay within the allowable water cement ratio with this smaller aggregate size.
Proportioning Option 3 (499.04 C. Cement reduction and use of GGBFS with Type A or D)
Proportioning Option 3 allows the Contractor to reduce the cement content of the Standard Class C, F, or S concrete mix by 50 pounds per cubic yard (30 kg per cubic meter). This option requires the use of an approved water reducing (Type A) or water reducing and retarding (Type D) admixture. An equivalent volume of aggregate is substituted for the volume of cement removed from the mix. The remaining cement is proportioned, by weight as 70 percent Portland cement meeting 701.01 or 701.04 and a maximum of 30 percent ground granulated blast furnace slag (GGBFS) conforming to 701.11. The water cement ratio is based on cementitious ratio on the combined weight of Portland cement and GGBFS.
Table 499.04-3 gives the quantities per cubic yard (cubic meter) for Class C, F, and S concrete with Option 3 (using No 57 or 67 size coarse aggregate). This table includes No. 8 size gravel and limestone Class C, Option 3 concrete mixes for smaller concrete pavement projects as allowed by 703.13 of the specifications
TABLE 499.04-3 OPTION 3
(Cement Reduction and use of GGBFS)
|
Quantities Per Cubic Yard (Cubic Meter) |
||||||
|
Aggregate Type |
SSD Aggregate Weight |
Cement Content lb (kg) |
GGBF Slag lb (kg) |
Water-CM Ratio Maximum |
Design Yield Cubic Feet (m3) |
|
|
Fine Aggregate lb (kg) |
Coarse Aggregate lb (kg) |
|||||
|
Class C Option 3 (Using No. 57 or 67 Size) |
||||||
|
Gravel |
1185 (703) |
1775 (1053) |
385 (228) |
165 (98) |
0.50 |
27.00 (1.00) |
|
Limestone |
1310 (777) |
1670 (991) |
385 (228) |
165 (98) |
0.50 |
27.01 (1.00) |
|
Slag |
1385 (822) |
1385 (822) |
385 (228) |
165 (98) |
0.50 |
27.02 (1.00) |
|
Class F Option 3 (Using No. 57 or 67 Size) |
||||||
|
Gravel |
1320 (783) |
1870 (1109) |
294 (174) |
126 (75) |
0.55 |
27.02 (1.00) |
|
Limestone |
1400 (831) |
1810 (1074) |
294 (174) |
126 (75) |
0.55 |
27.02 (1.00) |
|
Slag |
1440 (854) |
1535 (911) |
294 (174) |
126 (75) |
0.55 |
27.02 (1.00) |
|
Class S Option 3 (Using No. 57 or 67 Size) |
||||||
|
Gravel |
1105 (656) |
1715 (1017) |
465 (276) |
200 (119) |
0.44 |
27.00 (1.00) |
|
Limestone |
1280 (759) |
1555 (923) |
465 (276) |
200 (119) |
0.44 |
27.02 (1.00) |
|
Slag |
1270 (753) |
1360 (807) |
465 (276) |
200 (119) |
0.44 |
27.02 (1.00) |
|
Class C Option 3 (Using No. 7, 78, or 8 Size) per 703.13 [2] |
||||||
|
Gravel |
1370 (813) |
1500 (890) |
385 (228) |
165 (98) |
0.50 |
26.99 (1.00) |
|
Limestone |
1410 (837) |
1480 (878) |
385 (228) |
165 (98) |
0.50 |
27.01 (1.00) |
|
[1] Use only 701.04 or 701.01 cement with this option. [2] 8% +/- 2% entrained air content GGBF = ground granulated blast furnace slag; CM = cementitious material.
|
||||||
Use of the Option Mixes (499.04)
The use of any of the options previously described does not waive the requirement of any concrete under 499.03 D. 6 of the CMS to use a retarding admixture (Type B) or a water reducing and retarding (Type D) admixture if the plastic concrete temperature exceeds 75° F (24° C) at the point of placement. The concrete temperature must be monitored by the Inspector.
The use of Proportioning Option 1, 2, or 3 is prohibited in concrete mixes designed or intended to obtain high early strength. Thus, the use of either option would not be permitted for Class FS and MS concrete used for pavement repairs as these mixes are intended to obtaining rapid strength development.
The approval of any Option mix design change does not waive the responsibility of the Inspector. The Inspector must assure that the Option mix meets all of the specified parameters in regard to air content, slump, yield, and water-cement ratio or water to cementitious ratio.
Additional Classes of Concrete for Rigid Replacement (499.05)
The Specifications provide for two other classes of concrete (Class FS and Class MS) normally used for full depth rigid pavement removal and rigid replacement (Item 255). These concretes are intended for high-early-strength; therefore, the previously described proportioning options do not apply to these classes of concrete.
The Contractor is permitted to use coarse aggregate sizes No. 57, 6, 67, 7, 78, or 8 in either Class FS or MS concrete. If No. 7, 78, or 8 size is used the concrete is to have 8 ±2 percent air content. If any other size coarse aggregate is used, the air content must be 6 ± 2 percent.
It should be noted that Class FS or MS concrete is for use in full depth rigid pavement removal and rigid replacement (Item 255). It allows No. 57 and No. 67 size coarse aggregate that does not have to be tested in accordance with 703.13 (testing for d-cracking susceptibility). If it is necessary to use either Class FS or MS concrete in 451 or 452 and No. 57 or No. 67 size coarse aggregate is to be used, the aggregate must comply with 703.13.
When either FS or MS concrete is used, it may be necessary to approve the mix design proposed by the Contractor or the ready mixed concrete company. The specific gravity of all aggregates must be known to figure the absolute volumes at all component materials to assure that the concrete yields a cubic meter (cubic yard) of concrete. Just like any concrete the air, slump, and yield must be controlled and the water-cement ratio must not be exceeded.
Class FS Concrete (499.05 A. Fast Setting Concrete)
Class FS concrete must be proportioned with 900 pounds per cubic yard (534 kilograms per cubic meter) and a maximum water-cement ratio of 0.40. This concrete may be opened to traffic after 4 hours if test beams have attained a modulus of rupture of 400 psi (2.76 MPa). This concrete must have either a Type B or a Type D admixture (a set retarder) added at the plant. Immediately prior to placing the concrete, calcium chloride (an accelerator) must be added and mixed at the project site.
Calcium chloride with 94 to 97 percent purity is limited to 1.6 percent by weight of cement, and calcium chloride with 77 to 80 percent purity is limited to 2.0 percent by weight of cement. If calcium chloride is added in liquid form, the water in the solution must be considered to be part of the mixing water and an appropriate adjustment must be made to not exceed the 0.40 water cement ratio.
In lieu of calcium chloride, any other approved accelerating admixture is permitted. The addition rate must be as recommended by the admixture manufacturer to produce concrete of the required strength within the time frame desired.
After curing compound is applied, the concrete is to be covered with polyethylene sheeting and further covered with insulation board that has been wrapped with plastic. The intent is to keep the heat in the concrete so that the concrete can gain strength rapidly. During warm weather, 400 psi (2.76 MPa) is normally attained in 5 1/2 hours.
Class MS Concrete (499.05 B. Moderate Setting Concrete)
This class is a moderate setting Portland cement concrete for accelerated strength development. Class MS concrete is to consist of a minimum of 800 pounds of cement per cubic yard (475 kilograms of cement per cubic meter) and the maximum water cement ratio is limited to 0.43. This mix may be opened to traffic after 24 hours provided test beams have attained a modulus of rupture of 400 psi (2.76 MPa).
Basics Concepts used in Concrete Quality Control
Volume
There are three types of volumes used in concrete quality control:
1. solid (absolute)
2. loose (bulk)
3. liquid volume
Solid and loose volume is normally defined by the number of cubical units of enclosed or occupied space. Normally one speaks of the number of cubic feet or cubic yards (cubic meters) of concrete. Liquid volume is designated by gallons (liters) for measurement of water and ounces (milliliters) for measurement of admixture dosage rates.
Unit Weight
Unit Weight is an important volume relationship used in concrete quality control. Unit weight is defined as the ratio of the weight of a material in pounds (kilograms) to the space or volume that it occupies in cubic feet (cubic meters). The unit weight of any material is calculated by Equation 499.1:
![]()
Equation 499.1 – Material Unit Weight
Concrete is sold by volume, but is batched by weight. The Inspector determines the unit weight of the concrete and uses it to calculate the yield of the batch. The yield is the actual number of cubic feet (cubic meters) or volume of concrete that a batch or load produces. Equation 499.2 shows how yield is calculated:
![]()
Equation 499.2 – Batch Yield
Specific Gravity
Specific gravity values of aggregates are used to calculate aggregate weights used in concrete mix design. Where the actual specific gravity of an aggregate varies by more than ±0.02 from those listed in 499.03, the mix design weights shown in the tables must be adjusted. This section shows how to make those adjustments.
The specific gravity of any material is the ratio of the weight in pounds (kilograms) of the material to the weight of an equal volume of water. Another way to say this is that it tells how much heavier or lighter a given material is than water. Water has a specific gravity of 1.00. The unit weight of water is 62.4 pounds per cubic feet, lb/ft³ (1,000 kilograms per cubic meter, kg/m³).
The concrete tables in 499.03 C give the quantities of all materials to be used in each cubic yard (cubic meter) of concrete, depending on what class of concrete and the type of aggregate is used. The aggregate weights given in the tables are the saturated surface dry (SSD) design weights. These prescription mixes were developed using the specific gravities shown in Table 499.A:
Table 499.A – Design Specific Gravities
|
Material |
Specific Gravity |
|
Natural sand and gravel |
2.62 |
|
Limestone sand |
2.68 |
|
Limestone |
2.65 |
|
Slag coarse aggregate |
2.30 |
|
Fly ash |
2.30 |
|
Ground granulated blast furnace slag GGBFS |
2.90 |
|
Microsilica |
2.20 |
|
Cement |
3.15 |
If the specific gravities of the proposed materials for use on a project vary by more than 0.02 from the specific gravities shown in Table 499.A, the Engineer must adjust the table weights as specified in 499.03 D.3. This is done by dividing the SSD design table weight by the design specific gravity (from Table 499.A) and multiplying this by the actual specific gravity that is going to be used on the project. Equation 499.3 shows this calculation:
![]()
Equation 499.3 – Adjusted SSD Design Weight
where:
![]() = Design Weight
(SSD) from the appropriate table in 499.03 or 499.04
= Design Weight
(SSD) from the appropriate table in 499.03 or 499.04
DSG = Design Specific Gravity from Table 499.A
ASG = Actual SSD specific gravity to be used on the project
Adjusted ![]() = Design Weight (SSD) adjusted
for the actual aggregate specific gravity
= Design Weight (SSD) adjusted
for the actual aggregate specific gravity
Example
Class S concrete using natural sand and limestone coarse aggregate is to be used on a project. The specific gravity of the fine aggregate is 2.66 and there is the specific gravity of 2.68 for the coarse aggregate. Determine the adjusted SSD design weights of fine and coarse aggregate based on these specific gravities.
The SSD design weights and design specific gravities for Class S concrete in Table 499.03-2 for natural sand and limestone coarse aggregate are:
|
Aggregate Type |
Design Weight (SSD) |
Design Specific Gravity |
|
Fine Aggregate (Nat. Sand) |
1240 lbs |
2.62 |
|
Coarse Aggregate (Limestone) |
1510 lbs |
2.65 |
The SSD design weights adjusted for the specific gravities are calculated as follows:
Fine Aggregate Adjusted ![]() =
= ![]()
Coarse Aggregate Adjusted ![]() =
= ![]()
These adjusted aggregate weights (![]() ) would be
further adjusted for moisture contained in them at the time of use instead of
the table weights.
) would be
further adjusted for moisture contained in them at the time of use instead of
the table weights.
Absolute Volume
The material proportions for concrete mixtures in 499.03 and 499.04 are given in absolute volumes. Any adjustments to the aggregate proportions must be done using absolute volumes. For example the yield of a batch of concrete is required to be accurate within a tolerance of ± 1 percent at the target (design) air content and slump. If an over- or under-yield is experienced adjustments in the batch weights are made by the Inspector in an effort to comply with this tolerance. Based on the yield calculated by the Inspector it will be necessary to calculate the weight in pounds (kilograms) of aggregate required for a certain amount of yield correction in cubic feet (cubic meters). Adjustments to correct yield are to be based on the absolute volume.
When the specific gravity of any material is known, the absolute volume of any weight of that material can be calculated as shown in Equations 499.4 and 499.5:
![]()
Equation 499.4 – Absolute Volume
![]()
Equation 499.5 – Absolute Volume (metric)
Example
The absolute volume of 94 lbs (42.6 kg) of Type 1 cement that has a specific gravity of 3.15 is:
![]()
![]()
This calculation shows that 94 lbs (42.6 kg) of cement, which represents 1 cubic foot of loose volume, has an absolute volume of 0.48 ft³ (0.0135 m³).
Yield Adjustment using Absolute Volume
To make a yield adjustment, a volume of over-yield or under-yield is first determined. This absolute volume must be converted to a weight of material. An absolute volume of any material can be converted to a weight of that material by using Equations 499.6 and 499.7:
![]()
Equation 499.6 – Weight from Absolute Volume
where:
AV = absolute volume of the material (ft3)
SG = specific gravity of the material
62.4 = lbs/ft3
![]()
Equation 499.7 – Weight from Absolute Volume (metric)
where:
AV = absolute volume (m3)
SG = specific gravity
1,000 = kg/m3
Example
Calculate how many pounds (kg) of a coarse aggregate with a specific gravity of 2.66 would be required to adjust an under-yield of 0.64 ft³ (0.018 m³). The calculation is as follows:
Weight (lbs) = (0.64 ft³) x (2.66) x (62.4 lbs/ft³) = 106.2 lbs
(Weight (kg) = (0.018 m³) x (2.66) x (1000 kg/m³) = 47.88 kg)
Thus, 106 lbs per cubic yard (48 kg per cubic meter) of coarse aggregate with a specific gravity of 2.66 would have to be added to correct the above under-yield volume of 0.64 ft³ (0.018 m³).
Moisture Correction
Aggregate can be in one of four moisture conditions:
1. Oven-dry aggregates are heated until they are completely dry. There is no moisture within the aggregate particles or on the surface of the particles.
2. Air-dry aggregate is dry on the surface but still contains some water within the aggregate particles. Air-dry aggregate will absorb a small amount of mixing water if used in concrete. Aggregate in this condition requires adjustments to the design weights and adjustment of the batch water.
3. Saturated surface dry (SSD) aggregate looks damp, but it contains no free water on the surface. The aggregate particles have completely absorbed all the water possible and do not contribute water to the batch. The concrete tables in 499.03 give SSD weights of coarse and fine aggregate, but aggregate in this condition rarely exists in aggregate stockpiles.
4. Wet (damp) aggregate has water on the particle surface and shows a water sheen. The aggregate particles have absorbed all the water they can and will contribute water to the concrete mix. Aggregate in this condition requires adjustments to the design weights and adjustment of the batch water.
In the field, aggregate used in concrete will be in a wet (damp) condition or air-dry condition. Aggregate in the SSD or oven-dry conditions is used by inspectors to determine moisture correction factors for use in adjusting the SSD design weights.
Before concrete can be batched, the concrete mix SSD design weights shown in the concrete tables in 499.03 and 499.04 must be converted to batch weights. This is done by adjusting the design SSD weight of each aggregate and adjusting the amount of batch water to compensate for the moisture in the aggregates. If all aggregates at the concrete plant were in the SSD condition, the weights given in the concrete tables could just be weighed up and incorporated into the concrete batch and no adjustments to the water would be necessary. Seldom, if ever, will aggregate in the field be found in the SSD condition.
It is necessary to determine the amount of total moisture in all aggregate in order to determine the weight of wet (damp) or air-dry aggregate necessary to give the correct weight of SSD aggregate. This total moisture content is used in the determination of the water-cement ratio. For example, if an aggregate is determined to contain 5 percent total moisture, then each 105 pounds (kilograms) of that aggregate actually consists of 100 pounds (kilograms) of aggregate and 5 pounds (kilograms) of water. In order to obtain 100 pounds (kilograms) of aggregate by dry weight, it is necessary to take into account the water that will be weighed along with the aggregate.
Total Moisture Correction Factor
The Total Moisture Correction Factor (TMCF) is a term that is useful in determining the batch weights from SSD design weights (that have been corrected for specific gravity). The TMCF can be determined by a moisture test. To determine the TMCF use Equation 499.8.
![]()
Equation 499.8 – Total Moisture Correction Factor (TMCF)
Where:
TMCF = Total Moisture Correction Factor
WW= Wet weight of the sample
ADW = Air Dry Weight of the sample
ODW = Oven Dry Weight of the sample
If the total moisture content (in percent) has been determined by an aggregate moisture test, use Equation 499.9 to calculate the TMCF:
![]()
Equation 499.9 – Total Moisture Correction Factor (TMCF)
The total moisture percent is changed to a decimal (by dividing it by 100) and then added to 1.0000 to get the TMCF. For example if the total moisture in an aggregate sample, after testing, is determined to be 5.8 % then the TMCF is determined as follows:
![]()
Absorbed Moisture Correction Factor
Another factor that is useful in determining the batch weights from SSD weights (that have been corrected for specific gravity) is the Absorbed Moisture Correction Factor (AMCF). This factor can be determined by a test. It is defined as follows:
![]()
Equation 499.10 – Absorbed Moisture Correction Factor (AMCF)
Where:
AMCF= Absorbed Moisture Correction Factor
SSDW= Saturated Surface Dry Weight of the sample
ODW= Oven Dry Weight of the sample
The percent of absorption of the fine aggregate and coarse aggregate is obtained from the aggregate reports furnished by the Laboratory. The percent of absorption represents the amount of water, expressed as a percentage of its own dry weight, which an aggregate will absorb. The water that is absorbed by aggregate is not available as mixing water in the concrete. Adjustments must be made in the amount of total allowable mixing water to compensate for the free water on the aggregate surface.
The percent absorption of any aggregate can be found on the Office of Materials Management website under Information, Aggregate, and Specific Gravities List.
The percent absorption is on the far right column of this list. The sources are listed in alphabetical order. Once the percent absorption of any aggregate is known, the AMCF can be determined by Equation 499.11:
![]()
Equation 499.11 – AMCF
The percent absorption of the aggregate is changed to a decimal (by dividing the percentage by 100) and then it is added to 1.0000 to get the AMCF. For example, if the percent absorption for a coarse aggregate is 2.22 % then the AMCF is determined as follows:
![]()
Free Moisture Correction Factor
The Free Moisture Correction Factor (FMCF) can be calculated once the TMCF and the AMCF are determined by using Equation 499.12:
![]()
Equation 499.12– FMCF
Where:
FMCF= Free Moisture Correction Factor
TMCF= Total Moisture Correction Factor
AMCF=Absorbed Moisture Correction Factor
The FMCF is used to adjust the corrected SSD design weights of the coarse aggregate and the fine aggregate from the concrete tables in 499.03 or 499.04 to batch weights that are used to produce a batch of concrete. The batch weight for any aggregate is determined by either Equation 499.13 or 499.14:
![]()
Equation 499.13 – Batch Weight method 1
![]()
Equation 499.14 – Batch Weight method 2
Where:
![]() = Design Weight (SSD)
from the concrete table, adjusted for the specific gravity
= Design Weight (SSD)
from the concrete table, adjusted for the specific gravity
FMCF= Free Moisture Correction Factor
TMCF= Total Moisture Correction Factor
AMCF=Absorbed Moisture Correction Factor
Example
Assume that the following are the design weights SSD adjusted for specific gravity for a cubic yard of Class C concrete:
Cement 600 lbs
SSD Fine Aggregate 1160 lbs
SSD Coarse Aggregate 1735 lbs
Maximum Water 300 lbs
Total Design Weight 3795 lbs
Prior to concrete placement, the total moisture contents of the fine and coarse aggregates are determined. The fine aggregate has total moisture of 4.95 percent and the coarse aggregate has total moisture content of 3.25 percent. The absorption of the fine aggregate is 2.85 percent and the absorption of the coarse aggregate is 2.1 percent. Determine the batch weights using the above moisture data.
First, determine the TMCF and the AMCF for each aggregate type using Equations 499.9 and 499.11:
|
Fine Aggregate TMCF |
|
(Equation 499.9) |
|
|
|
|
|
Fine Aggregate AMCF |
|
(Equation 499.11) |
|
|
|
|
|
Coarse Aggregate TMCF |
|
(Equation 499.9) |
|
|
|
|
|
Coarse Aggregate AMCF |
|
(Equation 499.11) |
|
|
|
|
Next, use Equation 499.14 to determine the fine and coarse aggregate batch weight:
|
Fine Aggregate Batch Weight |
|
(Equation 499.14) |
|
|
|
|
|
Coarse Aggregate Batch Weight |
|
(Equation 499.14) |
|
|
|
|
Next, determine the amount of water added to the mix by each aggregate. To determine this weight subtract the SSD design weight from the batch weight determined above:
Water in Fine aggregate = 1184 – 1160 = 24 lbs
Water in Coarse aggregate = 1753 –1735 = 18 lbs
Next, the mix design weight of water must be adjusted to determine the batch weight of water. In this example, the fine aggregate and coarse aggregate would both contribute water (24 lbs and 18 lbs respectively) to the mix. The batch weight of water is calculated by subtracting the amount of water added by the aggregate from the design water weight as follows:
Water Batch weight = 300 lbs - 24 lbs – 18 lbs = 258 lbs
Once the batch weights of all the ingredients have been determined, they should add up to the same as the original design weights. This is a good check to assure that no errors were made in the calculations. The batch weights for a cubic yard of concrete based on the total moistures and the aggregate absorptions given in this example are:
|
Cement |
600 lbs |
|
SSD Fine Aggregate |
1184 lbs |
|
SSD Coarse Aggregate |
1753 lbs |
|
Maximum Water |
258 lbs |
|
Total Batch Weight |
3795 lbs |
Since the total batch weight equals the original adjusted SSD design weights in this example, the mix has been adjusted properly for the moisture in the aggregates. Even though the maximum water value in the total batch weight (258 lbs) is different than the original design weight of water (300 lbs) the net water was not changed. The free moisture in the aggregates will contribute 42 lbs to the mixing water. In this example, the w/c ratio was kept the same as the original design.
Job Control Tests
The concrete control Inspector must perform various field tests to determine whether a concrete mixture is within specifications for slump, air content, and yield. Additionally moisture testing has to be performed for use in the concrete mix design. Specification 499.03 requires that concrete quality control tests are performed at the point of use. However tests for total air content and slump may also be made at ready mix and central mix plants, for information purposes. These tests are desirable to detect loads that will not conform to specification requirements before they leave the plant. Variances should be pointed out to the Contractor so that necessary adjustments can be made in the following batches. This type of testing determines quality and is the responsibility of the Department, except when concrete is produced in accordance with a QC/QA specification where the quality control is the responsibility of the Contractor.
Item 499.03 specifies the point of testing concrete. Unless otherwise directed by the Engineer, tests on plastic concrete for pavement are made on samples taken from the concrete after it has been placed on the base. In the event excess slump is encountered it may be desirable to visually observe the consistency (slump) of the concrete in the bucket or trucks before deposition to avoid the necessity of costly removal after it is placed.
Tests for structural concrete must be made at the site of the work at the time the concrete is being placed. Normally, concrete may be obtained directly from the hauling units for testing. However, when concrete is being transferred from the hauling units to the point of use by means of conveyors or by pumping, the amount of slump and air may change slightly. Therefore, concrete obtained from the discharge of these conveyances should be tested at least twice daily (for large continuous concrete placements) to compare with tests conducted at the hauling units. Any appreciable change in the properties (slump and air) should be noted and considered in analysis of tests conducted at hauling units.
There may be occasions where it is not practical to test concrete samples at the point of placement since this would interfere with placing operations, such as for a pier cap. Usually there is not adequate space for testing. In this situation, the sample could be taken from the point of placement and tested at a different location. Correlation of test data may be necessary to fulfill the intent of 499.03 (testing at the point of placement). Tests could be conducted on concrete obtained from the hauling units and allowance made for a change in slump and air as determined by the comparative tests at the point of placement.
Slump, yield, and entrained air tests are made by the concrete control Inspector. In addition, it is the Inspector's duty to make required test cylinders and beams. Any adjustment of batch weights that may be necessary because of the routine job control tests must be relayed to the concrete plant for immediate use. The concrete Inspector must be familiar with the tests being conducted and should occasionally review the test procedures to assure that all tests are properly conducted.
Representative Concrete Samples
When obtaining a sample from dump trucks, side dump hauling units, or other types of hauling units that do not discharge by a chute, the contents are first discharged or spread on the base. Samples are then taken from several different locations within the load.
When sampling from truck mixers, truck agitators, end dumps, or other units discharging by a chute, the sample is obtained at three or more regular intervals throughout the discharge of the entire batch. Do not sample at the beginning or end of discharge. Sampling is done by repeatedly passing a receptacle through the entire discharge stream, or by diverting the stream so that it discharges into a container. The rate of discharge must be regulated by the rate of revolution of the drum, and not by the size of the gate opening.
The sample consists of not less than 1 cubic foot (0.03 cubic meters) when it is used for cylinders and not less than 1 cubic foot (0.03 cubic meters) per beam. Smaller samples may be permitted for routine air content and slump test.
The sample is carried to the place where cylinders and beams are to be molded or where the test is to be made. The sample is then remixed with a shovel just enough to ensure uniformity. The sample must be protected from sunlight and wind during the period between sampling and testing. The test must be conducted immediately so that the time between sampling and test completion is held to a minimum.
Moisture Testing
This test is the responsibility of the Department except for work under a QC/QA specification, when the Contractor is responsible. A moisture test is made for each aggregate size to be used. These tests must be made just prior to the start of concrete production and are used to adjust the batch weights and to determine the water-cement ratio. Therefore, moisture tests are required at the start of production, daily for all major concrete placements, and anytime a sizeable change occurs in the moisture content of the stockpiles. Space is provided on Form TE-45 for documenting the moisture content test on each aggregate used.
Any appreciable change in the amount of water added at the mixer must be investigated, additional moisture tests made and, if necessary, the batch weights adjusted accordingly. Following a heavy rainfall, periodic moisture tests are necessary until the moisture content becomes uniform. Slight variations in the mixing water requirements do not require a moisture test and adjustment. However, it may become necessary to alter the methods of watering, stocking, and withdrawing the aggregate to avoid fluctuations in water.
The total percent moisture is determined by using Equation 499.19:
![]()
Equation 499.19 – Total Percent Moisture
where:
NWW = Net Wet Weight of the aggregate sample
NDW= Net Dry Weight of the aggregate sample
To determine the percentage of moisture or water in fine or coarse aggregate, place a representative sample of 5 to 10 pounds (3 to 5 kg) in a pan that has been weighed empty and determine the wet weight of aggregate and pan. Place pan and aggregate over a fire, or in an oven, and dry to constant weight. Subtract the weight of the empty pan from both the wet and dry weights obtained. The results will be the net wet weight and the net dry weight. Next, subtract the net dry weight from the net wet weight, which results in the moisture content (weight of water) in the wet aggregate sample in pounds (kilograms). Divide the moisture content by the net dry weight and multiply by 100 % to obtain the percent moisture in the sample.
Example
Assume that the following weights are obtained for a sample of aggregate:
Empty Pan Weight = 1.22 lb (0.553 kg)
Weight of Wet Aggregate + Pan = 8.68 lb (3.937 kg)
Weight Dry Aggregate + Pan = 8.44 lb (3.828 kg)
The calculations involved to determine the moisture content in the sample are:
English calculation
A. Tare Weight of Pan = 1.22 lbs.
B. Wet Aggregate + Pan Weight = 8.68 lbs.
C. B - A = Wet Aggregate Weight = 8.68 - 1.22 = 7.46 lbs.
D. Dry Aggregate + Pan Weight = 8.44 lbs.
E. D – A = Dry Aggregate Weight = 8.44 – 1.22 = 7.22 lbs.
F. C – E = Weight of Water = 7.46 – 7.22 = 0.24 lbs.
G. (F![]() E) x 100% = (0.24 ÷ 7.22) x 100 % = 3.3 % moisture
E) x 100% = (0.24 ÷ 7.22) x 100 % = 3.3 % moisture
Metric calculation
A. Tare Weight of Pan = 0.553 kg
B. Wet Aggregate + Pan Weight = 3.937 kg
C. B - A = Wet Aggregate Weight = 3.937 – 0.553 = 3.384 kg
D. Dry Aggregate + Pan Weight = 3.828 kg
E. D – A = Dry Aggregate Weight = 3.828 – 0.553 = 3.275 kg
F. C – E = Weight of Water = 3.384 – 3.275 = 0.109 kg
G. (F![]() E) x 100% = (0.109 ÷ 3.275) x 100% = 3.3 % moisture
E) x 100% = (0.109 ÷ 3.275) x 100% = 3.3 % moisture
Space is available on the TE-45 form for documenting the moisture content of the aggregate used.
Control of Mixing Water
Moisture testing of the aggregate used in the concrete mix design allows the calculation of the total amount of mixing water that can be used per cubic yard of concrete. This mixing water limit should not be exceeded for the batch of concrete.
The field adjustment of slump to workable limits can be obtained by added water (up to the mixing water limit) only if the maximum water-cement ratio is not exceeded and the air content is within specification. The Contractor and/or the Supplier assume the responsibility and financial loss for concrete that is rejected because it is outside the specification limits. Therefore, the Contractor/Supplier should have the right to adjust the amount of mixing water.
The specifications (concrete tables in 499) limit the amount of water for all classes of concrete by specifying a maximum water-cement (w/c) ratio or maximum water-cementitious (w/cm) ratio:
1. The w/c ratio is a ratio of the weight of water to the weight of cement in a batch of concrete.
2. The w/cm ratio is a ratio of the weight of water to the weight of cementitious materials in a batch of concrete.
For the Department’s work cementitious materials include cement, fly ash, ground granulated blast furnace slag (GGBFS), and micro silica. The maximum w/c ratio and maximum w/cm ratio are expressed mathematically by Equations 499.15 and 499.16:
![]()
Equation 499.15– Maximum w/c Ratio
![]()
Equation 499.16 – Maximum w/cm Ratio
The maximum w/c and w/cm ratios are used by the inspector to determine the maximum allowable water in a concrete batch. The concrete tables give the weight of cement and cementitious materials and the maximum allowable w/c or w/cm ratio for a cubic yard (cubic meter) of concrete. The maximum allowable weight of water can be determined for any of the concrete mixes by using one of the following versions of Equations 499.17 and 499.18:
![]()
Equation 499.17 – Maximum Allowable Water method 1
where:
MAWW = Maximum Allowable Water Weight
Max. w/c Ratio = Maximum water/cement ratio given in the tables of 499.03 and 499.04
CW = Cement Weight specified in the tables of 499.03 and 499.04
![]()
Equation 499.18 – Maximum Allowable Water method 2
where:
MAWW= Maximum Allowable Water Weight
Max. w/cm Ratio = Maximum water/cementitious ratio given in the concrete tables of 499.03 and 499.04
CMW = Cementitious Material Weight specified in the tables of 499.03 and 499.04
Once the maximum allowable water weight per cubic yard (cubic meter) is determined for a certain class of concrete, it is adjusted based on the moisture contained in each aggregate at the time of use and the moisture that each aggregate will absorb. The batch weight of water is determined by multiplying the adjusted water weight per cubic yard (cubic meter) by the number of cubic yards (cubic meters) in the batch.
The Inspector must recognize the Contractor's/Supplier's right to make a change in water to prevent the possibility of having concrete rejected for excessive slump. Inspectors are still required to record all adjustments of mixing water and to control slump and yield. If water is added to the concrete truck at the project site, the amount must be recorded and added to the total batch weight and used in the calculation of the w/c ratio (or w/cm ratio) to assure that they are not exceeded.
The Contractor/Supplier does not have the right to adjust the water requirements without informing the Inspector. The Inspector must know when a change is made and the amount of change in order to control and enforce the specification requirements. Inspectors are encouraged to cooperate with the Contractor to effectively control the mixing water to provide concrete of uniform slump.
The amount of water to be added to the mix to produce concrete of the proper slump cannot be determined accurately. Therefore, it is necessary to rely on past experience with the materials being used to estimate the amount of water to use at the start of concrete placements.
CAUTION: Additional water may be added if the estimated quantity of water produces low slump concrete, but excess water cannot be removed if the slump is in excess of maximum allowed. Estimating water should be on the conservative side unless relying on recent experience. When the Inspector is not familiar with the materials being used, it is good practice to choose an amount of water about 5 gallons per cubic yard (25 liters per cubic meter) less than the estimated net mixing water.
Example
Determine the maximum allowable water content for an 8-yd³ load of Class C, Option 3 concrete with the following one cubic yard design weights:
Cement 385 lbs
GGBFS 165 lbs
Fine Aggregate 1310 lbs
Coarse Aggregate 1670 lbs
Max. w/cm ratio 0.50
First determine the maximum allowable water per cubic yard by use of Equation 499.18:
![]()
(Equation 499.18)
![]()
![]()
![]()
Since 1 gallon of water weighs 8.32 lbs, the maximum allowable water per cubic yard can be calculated as follows:
Gallons of Water = ![]() = 33 gallons
= 33 gallons
Next, to determine the maximum allowable water for the 8-yd³ batch, multiply the one yd³ allowable water by the size of the batch:
(275 lbs/yds³) x (8 yds³ /batch) = 2,200 lbs
or
(33 gallons /yd³) x (8 yds³ /batch) = 264 gallons
Therefore, the maximum allowable water is 2,200 lbs or 264 gallons for the 8-yd³ batch. This 2,200 lbs (or 264 gallons) is the maximum allowable water; that is, the amount of water that would be adjusted depending on the moisture contained in the aggregates used in the concrete.
Slump
Slump is a measure of the workability of the concrete and nominal and maximum slump values are given in 499.03. It is measured by a standard test in accordance with ASTM C 143. This test is done at the point of placement.
Slump is controlled by the amount of water that is batched into the concrete. Slump is increased as water is added to a batch of concrete. There are chemical admixtures (Type F and G) that can increase the slump chemically, without the addition of extra water.
The specifications in section 499.03 D.1 require that the saturated surface dry (SSD) aggregate weights in the concrete tables be corrected to compensate for the moisture contained in each aggregate at the time of use. The amount of free water in the aggregate contributes to slump and to the water-cementitious ratio.
Table 499.03-1 Concrete Slump (below) shows the nominal slump and maximum slump allowed for certain items of work. Note that the nominal slump for any of the listed work items can be increased to 6 inch (150 mm) if a high range water reducing (superplasticizing) admixture is used in the concrete. The maximum slump may be increased to 7 inches (180 mm) if high range water reducing (superplasticizing) admixture is used.
TABLE 499.03-1 CONCRETE SLUMP
|
Type of Work |
Nominal Slump inch (mm)[1] |
Maximum Slump inch (mm)[2] |
|
1 to 3 (25 to 75) |
4 (100) |
|
|
1 to 4 (25 to 100) |
5 (125) |
|
|
2 to 4 (50 to 100) |
4 (100) |
|
|
1 to 4 (25 to 100) |
5 (125) |
|
|
[1] This nominal slump may be increased to 6 inches (150 mm), provided the increase in slump is achieved by adding a chemical admixture conforming to the requirements of 705.12, Type F or G. |
||
|
[2] This maximum slump may be increased to 7 inches (180 mm), provided the increase in slump is achieved by adding a chemical admixture conforming to the requirements of 705.12, Type F or G. |
||
Slump Test Requirements
This test is the responsibility of the Department except for work under a QC/QA specification, when it is that of the Contractor. A slump test using the slump cone will be made each time a set of cylinders is cast for structures or a set of beams is cast for pavements. Further tests are required as needed to maintain control of the slump within the limits specified.
Slump requirements apply at the point of use; therefore, slump must be determined at the work site on concrete being placed in the forms. When concrete has to be conveyed by any means (by a concrete pump, concrete conveyor, or bucket) from the hauling units to the forms where it will be incorporated into the work, the slump should be determined from concrete obtained as it is being placed in the forms. Usually, such tests cannot be conducted properly at the point of use, but the sample can be obtained and removed to a convenient site for immediate slump determination. By correlating such tests with tests on the same concrete being discharged from hauling units several times a day, the difference in slump can be determined and applied to all other tests conducted on concrete from the hauling units. In this manner, there will be less interruption in production and less interference in conducting the tests.
At the ready mix and central mix plants, loads may be checked for slump so that appropriate adjustments may be made to avoid shipment and rejection of concrete at the work site. Loads that only slightly exceed the slump requirements when tested at the plant should not be rejected. However, adjustment should be considered for subsequent loads to avoid the possibility of rejecting succeeding loads.
Conducting tests at the plant does not eliminate the necessity of conducting test at the site. Further tests will be required as the concrete is being placed.
The specification requirements for slump vary depending on the type of work being constructed. Table 499.03-1 lists the required nominal slump and the maximum slump in inches (millimeters). These slumps are achieved using water and any required admixture. If the Contractor wants more slump than specified on Table 499.03-1, a Type F or Type G admixture may be used and the nominal slump may be increased to 6 inches (150 mm) and the maximum slump may be increased to 7 inches (180 mm). The higher slump is allowed regardless of the type of work.
A retarding admixture (Type B or D) is required in all concrete if the plastic concrete temperature exceeds 75° F (24° C). The admixture must be dispensed in accordance with the admixture manufacturer's recommendations and the water cement ratio must not be exceeded.
Slump must be maintained at the specified nominal slump except that an occasional load exceeding the nominal range but within the maximum slump limit may be used. This is allowed provided an immediate adjustment is made to reduce the slump of succeeding loads to within the nominal slump range. Before using concrete exceeding the nominal slump, the Contractor or supplier must take positive action to reduce the slump of following loads. If the high slump was the result of adding too much water at the site, less water should be added to the next load. If high slump results from water added at the plant notify the plant before using the batch and order an immediate reduction in water. Use of concrete having the slump between nominal and maximum should be restricted to an occasional load.
Slump Test (ASTM C 143)
Start the slump test within five minutes of obtaining a composite sample. The inner surface of the slump cone is dampened and placed on a clean, flat, moist, non-absorbent, rigid surface, such as a smooth plank.

Pulling the Slump Cone Vertically from a Prepared Sample

Equipment Necessary for the Slump Test- Slump Cone, Tamping Rod, Scoop and Ruler
Component Parts and Accessories
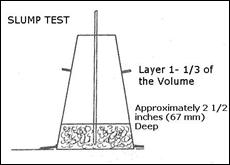
1. Slump cone – A metal mold in the shape of a cone with an 8-inch ± 1/8 inch (203-mm ±3.2 mm) diameter base, a 4-inch ± 1/8 inch (102-mm ±3.2 mm) diameter top that is 12 inches tall. The mold must be made of metal no thinner than 0.045 inch (1.14 mm). The inside metal surface must be smooth.
2. Accessories
3. Tamping rod- a straight 5/8-inch (16 mm) diameter rod that is approximately 24 inches (600 mm) long with a rounded (hemispherical) tip.
4. Ruler- a ruler or tape to measure the slump of the sample.
5. Scoop- metal scoop is used to place the concrete sample into the slump cone.
Method of Operation
The Inspector holds the cone firmly in place, while it is being filled, by standing on the foot pieces.
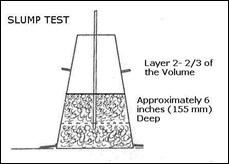
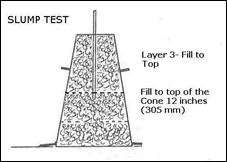
The mold is filled in 3 layers, each approximately 1/3 the volume of the mold; the first layer approximately 2 1/2 inches (67 mm) deep, the second layer 6 inches (155 mm) deep, and the third layer 12 inches (305 mm) to the top of the cone.
In placing each scoop of concrete in the slump cone, the scoop is moved around the top edge of the cone as the concrete slides from it in order to insure uniform distribution of concrete within the cone.
Each layer is rodded 25 strokes with the tamping rod. The strokes are distributed in a uniform manner over the cross section of the mold and should penetrate into but not through the underlying layer. The bottom layer is rodded throughout its depth.
In filling and rodding the top layer, the concrete is heaped above the mold and any excess is maintained above the top while rodding. After the top layer has been rodded, the surface of the concrete is struck off with the tamping rod so that the mold is exactly filled.
Next, release the foot pegs while pressing down firmly on the hand holds on the slump cone, while being careful to keep the cone firmly on the base. Remove any excess concrete at the base of the slump cone.
Lift the slump cone straight up in one steady motion. The operation of raising and removing the mold is performed in 3 to 7 seconds by a steady upward lift, with no lateral or twisting motion being imparted to the concrete sample.
The slump is the distance the concrete drops from the original height of the sample, which is 12 inches (305 mm). To measure the distance, place the slump cone beside the slumped concrete and place the tamping bar on top of the cone so that the bar is level and is above the displaced original center of the sample. Measure the distance from the displaced original center of the sample to the bottom of the tamping rod. The distance measured is the slump of the concrete.

Measurement of Slump
The entire operation from start of filling through mold removal must be completed within the elapsed time of 2 1/2 minutes. The slump must be recorded in inches (millimeters) to the nearest 1/4-inch (6 mm). Slump cone test results should be recorded in the column labeled "Slump inches (millimeters)" on the TE-45 Report.
Concrete Yield
The yield of a concrete batch is the volume that it occupies. Concrete is sold by volume but it is batched by the weight of each ingredient. This test is the Department’s responsibility except for work under a QC/QA specification in which it is that of the Contractor. The first yield test for each day's production is made after the slump and entrained air content have been properly adjusted. A yield test is then done to confirm the volume of concrete in the batch.
Yield tests are made whenever the yield is in doubt, after adjustments are made in the mix, or when cylinders or beams are cast. Unless the quantity of concrete to be mixed is small, at least two tests should be made each day.
Yield must be within a tolerance of ± 1 percent at the design air content and at the specified slump. Therefore, 1 cubic yard (27 cubic feet) may vary from 26.73 to 27.27 cubic feet per cubic yard (1 cubic meter may vary from 0.99 to 1.01 cubic meter). An 8 cubic yard load is 216 cubic feet (8 x 27 cu.ft. / cu.yd.). This load may vary from 213.84 to 218.16 cubic feet (a 7-cubic meter load may vary from 6.93 to 7.07 cubic meter). A consistent over or under yield, even within the tolerance, should be corrected in order to maintain the correct cement factor.
Yield Test (ASTM C 138)
The yield is calculated by performing a field test to determine the unit weight of a representative sample of concrete taken from the batch. The Department uses the bottom pot of the pressure meter to determine the unit weight of a concrete sample. The unit weight of the concrete is then used to calculate the yield by the following formula:
![]()
Equation 499.20– Yield
Unit weight is the ratio of the weight of a material to the volume that it occupies. Unit weight is expressed in pounds per cubic foot (kilograms per cubic meter).

Equipment Used for the Yield Test

Scale Used for the Yield Test
Component Parts and Accessories
1. A volume measure, a pressure meter air pot at least 0.20 ft³ (0.006 m³.) capacity. The container volume must be known or an air pot factor must be determined prior to use.
2. Accessories
a. Strike-off bar
b. Scoop
c. Strike-off plate - a flat square plate at least 2 inches wider than the diameter of the measure and at least ¼-inch (50 mm) thick if made of steel and ½-inch thick if made of glass.
d. Tamping rod – A straight 5/8-inch (16 mm) diameter steel rod which is approximately 24 inches (600 mm) long with a rounded (hemispherical) tip.
e. Scale- a scale of a capacity to weigh the pot filled with concrete
f. Rubber mallet, 1.25 ± 0.50 lbs (0.6 kg ± 0.25 kg)
|
|
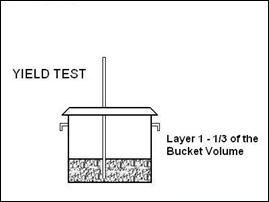
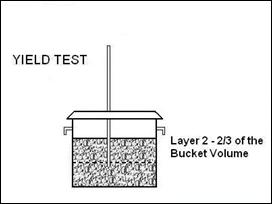
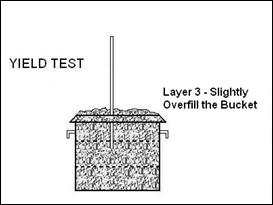
Yield Test – Bucket is Filled in Three Equal Layers
Method of Operation
The concrete yield is determined as follows:
1. To determine the unit weight of a concrete sample, first weigh the bottom of the empty air pot to the nearest 0.01 pound (0.005 kg).
2. Next, fill the measure with concrete, representative of that being placed, in 3 equal layers, rodding each layer with 25 strokes of the tamping rod. After rodding each layer, tap the measure on the sides 10 to 15 times with an appropriate mallet to close any voids left by the tamping rod and to release any large bubbles of air that may have been trapped.
3. After the consolidation is completed, strike off excess concrete and finish even with the top edge of the measure with the metal strike-off plate. After strike-off, clean all excess concrete from the exterior of the measure and determine the gross weight of the measure and the concrete sample.
4. Calculate the net weight of the concrete sample in pounds (kilograms) by subtracting the weight of the measure from the gross weight.
5. The net weight of the concrete sample is then used to determine the unit weight. The unit weight is the product of the net weight of the sample under test and the air pot factor as follows:
![]()
Equation 499.21 – Unit Weight
The air pot factor is the inverse of the volume of the air pot in cubic feet, as shown in Equation 499.22:
![]()
Equation 499.22 – Air Pot Factor
Therefore, an air pot volume of ¼ cubic feet or 0.25 cubic feet would have a pot factor as follows:
![]()
Note: The air pot factor is determined by a Laboratory test and is written on the side of all air pots. This factor is determined by a calibration process described in the section entitled Determination of the Air Pot Factor.
When the air pot factor is multiplied by the net weight of the concrete sample that is consolidated and struck off into the air pot’s volume (per Equation 499.21), mathematically it is the same as dividing the net weight of the sample by the volume of the concrete sample weighed. This gives the Unit Weight of the sample in pounds per cubic foot (kilograms per cubic meter).
The calculated unit weight of the concrete is the number of pounds per cubic foot (kilograms per cubic meter) for the sample under test. The unit weight is used to calculate the yield.
Next calculate the yield using Equation 499.20:
![]()
The total batch weight of the concrete is the weight of all the ingredients used in the batch or a cubic yard. This includes cementitious materials; moist coarse and fine aggregate; water added at the plant plus any water added at the job site to adjust slump. This total batch weight is divided by the unit weight of the concrete sample to determine yield. The yield is the number of cubic feet (cubic meters) of concrete in the batch.
Example
The following are the batch weights for an 8 cubic yard (7 cubic meter) load of concrete, delivered to the project:
|
|
|
English (lbs) |
Metric (kg) |
|
1 |
Cement |
4,800 |
2,492 |
|
2 |
Fine Aggregate |
10,698 |
5,550 |
|
3 |
Coarse Aggregate |
13,229 |
6,868 |
|
4 |
Water |
1,664 |
864 |
|
5 |
Total Batch Weight (1+2+3+4) |
30,391 lbs |
15,774 kg |
An air pot with an air pot factor of 4.022 (141.24) is weighed empty and determined to be 7.98 lbs (3.62 kg). The gross weight of the air pot and the concrete sample is determined to be 43.52 lbs (19.83 kg). Determine the unit weight of the sample and the yield of the batch of concrete.
First determine the net weight of the concrete sample:
Gross wt. of measure + concrete 43.52 lbs (19.83 kg)
Tare weight of measure empty -7.98 lbs (- 3.62 kg)
Net weight of concrete sample 35.54 lbs (16.21 kg)
Now that the net weight of the sample is known the unit weight is determined by the use of Equation 499.21 as follows:
Unit Weight = ![]()
= 35.54 x 4.022 (16.21 x 141.24)
= 142.94 lbs/ft³ (2289.5 kg/m³)
Next determine the yield of the 8 cubic yard (7 cubic meter) load of concrete by using Equation 499.20 as follows:
![]()
= 212.61 ft³
![]()
In English units, the intended number of cubic feet per batch is determined by multiplying the number of cubic yards in the batch by 27 cubic feet per cubic yard (27 x 8 = 216 = the intended number of cubic feet per batch). If the number of cubic feet per batch, as determined by the yield test, is within 1 percent of the design, at the specified air and slump, no change is necessary in the batch weights. However, if the volume of concrete is not within 1 percent of the intended volume, or if there is a continued over-yield or under-yield even though within 1 percent, then a yield adjustment must be made. A yield adjustment involves reducing or increasing the batch weights to correct an over-yield or under-yield situation.
In the above example, 8 cubic yards or 216 cubic feet was the intended yield but the calculated yield was 212.61 cubic feet. Therefore, there was an under-yield of 1.6 %, which exceeds the allowable 1%. To correct this under yield the batch weights of the coarse and fine aggregate batch weights must be increased (thus adding more volume of material to the batch). Adjustment to correct an over-yield or under-yield should be based on the absolute volume of dry material.
In Metric units, the yield is compared to the design number of cubic meters batched to determine if the batch is within the one percent yield tolerance. The allowable deviation in yield for a 7 m³ batch is 6.93 m³ to 7.07 m³. In the above example, the yield was found to be 6.89 m³, which is less than the allowable range. Again, this under yield situation requires an adjustment in the batch weights.
Form C-45, Concrete Control Test Form, is provided for documenting and calculating the tests run in the field. A copy of this form is shown in Figure 499.A
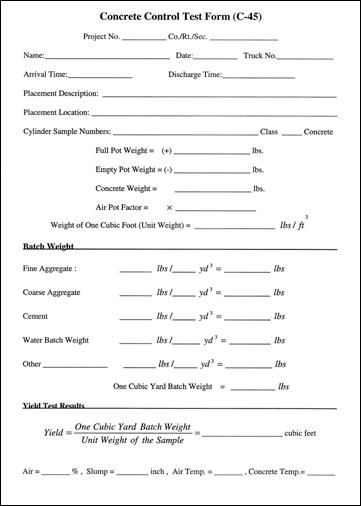
Figure 499.A - Concrete Control Test Form C-45
Making a Yield Adjustment
Assume the actual calculated number of cubic feet (cubic meters) per batch is 212.61 cubic feet (6.89 cubic meters), which is more than 1 percent under the 216 cubic foot (7.0 cubic meters) intended volume. Therefore, the batch weights must be increased. Equation 499.21 shows the calculation of the under yield:
![]()
Equation 499.23 – Under Yield Calculation
Where:
Percent OY or UY= Percent Over-Yield or Percent Under-Yield
If the number obtained by Equation 499.21 is a negative number, there is an under yield and volume must be added to get the yield back to the intended yield. Conversely, if the number is positive, there is an over yield situation and volume must be removed from the batch to reduce the yield back to the intended yield.
Using the example numbers, the % Under or Over Yield can be determined:
Percent OY or UY =
![]()
![]()
The total batch weight should be increased to adjust the under-yield. Since the batch of concrete did not produce the intended volume, additional volume of material must be added to adjust the under yield. Adjustments are made in the fine and coarse aggregate based on absolute volume. The cement is the minimum specified, and therefore, is not changed. Water may vary slightly, and must be considered in making the adjustment. The calculations for adjusting the mix are as follows:
Total under yield = 216 ft³ - 212.61 ft³ = 3.39 ft³ (7.00 m³ - 6.89 m³ = 0.11 m³)
Thus, the 8 yd³ (7 m³) load must be adjusted by adding 3.39 ft³ (0.11 m³) of volume. By adding this much volume to the load, the yield should increase in subsequent loads after the adjustment is made. The volume needed to adjust the under-yield is replaced with sand and stone in the same proportion as in the original concrete sample.
Next, determine the percent of fine and coarse aggregate in relation to the total aggregate weight in the original mix design. For this calculation the corrected SSD design weights are to be used.
Fine aggregate (SSD) 10,160 lb (5271 kg)
Coarse aggregate (SSD) 12,944 lb (6720 kg)
Total Aggregate (SSD) 23,104 lb (11,991 kg)
% Fine Aggregate =
![]()
![]()
% Coarse Aggregate =
![]()
![]()
Next, determine the proportion of the 3.39 cu. ft (0.11 cubic meter) under-yield volume that must be fine and coarse aggregate. These adjustments maintain the same proportion of aggregate in the adjusted mix design as was in the original mix design.
Fine Aggregate = 3.39 ft³ x 0.44 = 1.49 ft³ (= 0.11 m³ x 0.44 = 0.048 m³)
Coarse Aggregate = 3.39 ft³ x 0.56 = 1.90 ft³ (= 0.11 m³ x 0.56 = 0.062 m³)
Total = 3.39 cu. ft³ (= 0.110 m³)
Now that the absolute volume of fine aggregate and coarse aggregate necessary to correct the under yield are known, the weight of each material can be calculated since the specific gravities of each aggregate are known.
Fine Aggregate Adj =1.49 ft³ x 2.59 x 62.4 lbs/ ft³ (Equation 499.6)
= 241 lbs
= (0.048m³ x 2.59 x 1000 kg/m³) (Equation 499.7)
= (124 kg)
Coarse Aggregate Adj =1.90 ft³ x 2.63 x 62.4 lbs/ft³ (Equation 499.6)
= 312 lbs
= (0.062 m³ x 2.63 x 1000 kg/m³) (Equation 499.7)
= (163 kg)
Thus from the above, it can be seen that 241 lbs (124 kg) of fine aggregate and 312 lbs (163 kg) of coarse aggregate are required to adjust the yield of this 8 cubic yard (7 cubic meter) load.
If the mix appears to be over-sanded, only the coarse aggregate needs to be adjusted. However, if the mix appears under-sanded, or bony, the adjustment should be in the fine aggregate only.
The adjustments in the SSD weight of fine and coarse aggregate for the above example are as follows:
Fine Aggregate 10,160 + 241 = 10,401 lb (5271 + 124 = 5395 kg)
Coarse Aggregate 12,944 + 312 = 13,256 lb (6720 + 163 = 6883 kg)
The new adjusted batch weights must next be determined and the water-cement ratio must be checked to make sure the specified water-cement ratio is not exceeded with the new batch weights.
Determination of the Air Pot Factor
This test is done by the Laboratory or the District Test Lab and is shown here.
The air pot container is filled with water at room temperature and the top covered with a glass plate to eliminate all air bubbles and excess water. Determine the weight of water in the measure to the nearest 0.01-pound (.005 kg). Measure the temperature of the water and determine its density from the table below:
Density of Water |
|||
|
English |
Metric |
||
|
Temperature |
Density |
Temperature |
Density |
|
60 |
62.366 |
16 |
999.10 |
|
65 |
62.337 |
18 |
998.64 |
|
70 |
62.301 |
21 |
998.06 |
|
75 |
62.261 |
24 |
997.42 |
|
80 |
62.216 |
27 |
996.70 |
|
85 |
62.166 |
29 |
995.90 |
Calculate the air pot volume factor by dividing the density of water (from the table) by the weight of water required to exactly fill the measure. Measures should be calibrated once each year and the pot factor painted on the measure. This air pot factor should be nearly 4.000 (141.24) indicating that the measure is about 0.25 cubic foot (0.00708 m3) of volume.
Example
Assume the temperature of the water used to fill the air pot bottom is 70º F and the following is determined in the laboratory:
1. Weight of air pot bottom empty plus the glass plate = 8.98 lbs
2. Weight of air pot bottom plus glass plate plus water = 24.47 lbs
3. Weight of water in air pot bottom = (2) - (1) = 15.49 lbs
4. Density of water at 70º F, from the above table = 62.301 lbs/cu.ft.
![]()
Total Air Tests (ASTM C 231 or ASTM C 173)
The air content of concrete is measured by a standard test in accordance with either ASTM C 231 (Pressure Meter Method) or ASTM C 173 (Volumetric Method).

Pressure Meter Method

Volumetric Method
Air tests must be made for several loads or batches at the start of daily production and after any adjustment in the batch weights. A test is made whenever it is suspected that adequate air entrainment is not being maintained. An air test must also be made when a yield test is made and when cylinders or beams are cast.
The requirements apply at the point of use; therefore, these tests must be made by the concrete control Inspector at the job site. However, it may be desirable to check the air content of the concrete at the plant for the first few batches of the day and also after any adjustment has been made in the concrete mix design. These checks can detect deficiencies in air content at the plant where immediate corrections can be made.
The approximate amount of entrained air may be determined quickly by using a Chace Indicator. Every load of transit mix concrete used in superstructures must be checked for air entrainment. The Chace Indicator permits a quick check of every load. Its use also is desirable for all concrete work to quickly check the requirement for entrained air. Whenever the specification limits are exceeded according to the Chace Indicator, a more accurate determination must be made using an air meter (Pressure Meter or Volumetric Meter).
Make a test from the same batch of concrete at least once a day using the Chace Indicator and an air meter to compare the results. Comparison of these results provides the Inspector with a guide when using the Chace. If the Chace indicates 4.5 percent and the meter test result is only 4.0 percent, the air must not be permitted to drop below 4.5 percent when checked using the Chace.
Use a Pressure Meter or Volumetric Meter to determine the air content to be reported when making yield tests and when casting cylinders. An accurate determination is necessary in each case; therefore, an accurate test is required.
A Chace Indicator and Volumetric air pot can be used for all types of concrete. The Pressure Meter must not be used when slag or light weight coarse aggregate are used in the concrete. The Pressure Meter is limited to concrete consisting of relatively dense coarse aggregate such as gravel or limestone. A Volumetric Meter test must be used when slag or lightweight aggregates are used. Detailed explanation of each method follows.
Air Content of Freshly Mixed Concrete by the Pressure Meter (ASTM C 231)
This test method is used with dense aggregate concretes for which the aggregate correction factor can be determined. This method is not applicable to light weight aggregates, air-cooled blast furnace slag, or aggregates of high porosity. If these aggregates are incorporated, a volumetric air test (ASTM C 173) must be used.
This air test measures the entrapped and entrained air in the concrete sample. The air content from this test is the apparent air content of the sample. A separate test is made on the aggregates used to make the concrete to determine an aggregate correction factor for the concrete aggregates. This percentage value is subtracted from the apparent air content to obtain the amount of entrained air in the concrete. Department specifications specify the amount of entrained air that is required in the concrete at the point of use.
Assembled Pressure Meter

Equipment Necessary for Pressure Meter Test
The Pressure Meter Test is performed as follows:
Parts and Accessories
1. Component Meter
a. Pot at least 0.20 ft³ (0.006 m³.) capacity
b. Top including gage, pump, and clamps
2. Accessories
a. Calibration cylinder
b. Section of straight tubing
c. Section of curved tubing
d. Strike-off bar
e. 16 mm (5/8") Tamping rod
f. Rubber syringe
g. Rubber mallet, 0.6 kg ± 0.25 kg (1.25 ± 0.50 lbs.)
h. Wooden carrying case
Method of Operation
Follow these steps to use a Pressure Meter to determine the percentage of air in a sample of concrete:
1. Place a representative sample of the concrete in the bowl in 3 equal layers, consolidating each layer by 25 strokes of the tamping rod distributed over the entire cross section of the bowl. After each layer is rodded, tap the sides of the measure smartly 10 to 15 times with the rubber mallet to close any voids left by the tamping rod and to release any large bubbles of air that may have been trapped. Rod the bottom layer through its depth but do not forcibly strike the bottom of the bowl. When rodding subsequent layers penetrate the previous layer only about 1 inch (25 mm).
2. Strike off the concrete surface, level full, using the straightedge (or a plate when determining the unit weight) then clean the edge and exterior of the pot thoroughly.
3. At this point, the pot and sample is weighed. This gross weight is documented for later use when determining the yield.
4. Next place the top on the pot and clamp securely. Close the air valve between the air chamber and the bowl and open both petcocks.
5. Using the rubber syringe, inject water through one petcock until all air is expelled through the opposite petcock. Leave petcocks open.
6. With built-in pump, pump up air to the "Initial Pressure" line on gage. This initial pressure line is given on the paper in the carrying case lid.
7. Wait a few seconds for the compressed air to cool to normal temperature, and then stabilize the gage hand at the proper initial pressure line by pumping or bleeding off as needed.
8. Close both petcocks and press down on the "thumb lever" to release air into the base. Hold thumb lever down for a few seconds. Tap the sides of the bowl several times sharply with the mallet. Lightly tap the gage to stabilize the hand on the dial.
9. Read and record the percent of air entrainment as shown on the gage. This is the apparent air content of the concrete in percent.
10. The true percentage of air-entrained in the concrete is the apparent air content, as found is in 9 above, minus the aggregate correction factor as determined is in the following section entitled Determination of Aggregate Correction Factor. Therefore, subtract the aggregate correction factor from the apparent air content found in 9 and record it on the TE-45 Report, as percent of entrained air in concrete.
Determination of Aggregate Correction Factor
Since aggregate particles generally are porous, they contain a small amount of volume of air that is included in the apparent air content, as measured in 9 above. This volume percentage must be deducted from the total air content percentage to obtain the true entrained air content of the concrete. To obtain the aggregate correction factor it is necessary to run an air determination (with the pressure meter) on equivalent amounts of fine aggregate and each size of coarse aggregate that would be contained in the air pot volume of concrete. This factor varies with different aggregate sources and must be determined by actual tests. The aggregate correction factor is determined prior to any concrete placement and is applied as long as there is no change in the source of the aggregate or proportioning used in the concrete under test.
The Aggregate Correction Factor is determined as follows:
1. The amount of each aggregate to be used in the test is determined by dividing the volume of the air pot by the intended volume of the concrete batch. This ratio is multiplied by the actual batch weight of the particular aggregate that was used in the concrete. Use equation 499.24 to determine the weight of each aggregate to be used in the test.
![]()
Equation 499.24 – Weight of each Aggregate
where:
APV = Air Pot Volume in cubic feet (m³)
IBV= Intended Batch Volume in cubic feet (m³)
ABW = Aggregate Batch Weight in lbs. (kg) for the intended volume
Example: Given the following information determine the amount of fine and coarse aggregate necessary for an aggregate correction test:
Volume of Air Pot = 0.25 ft³ (0.00708 yd³)
Intended Volume of Concrete per Batch = 8 yd³ or 216 ft³ (7 m³)
Aggregate Batch Weight for Fine Aggregate = 10,698 lbs (5550 kg)
Aggregate Batch Weight for Coarse Aggregate = 13,229 lbs (6868 kg)
|
Fine Aggregate Weight |
|
(Equation 499.24) |
|
|
|
|
|
|
|
(Equation 499.24) |
|
|
|
|
|
Coarse Aggregate Weight |
|
(Equation 499.24) |
|
|
|
|
|
|
|
(Equation 499.24) |
|
|
|
|
Therefore, 12.38 pounds (5.6 kg) of sand and 15.31 pounds (6.9 kg) of stone are used to determining the correction factor.
2. Fill the air pot 1/3 full of water. Carefully add a portion of the coarse aggregate then a portion of the fine aggregate. Jar the pot and rod the aggregate to eliminate any entrapped air. Carefully repeat, adding portions of each aggregate until all the aggregate is inundated into the pot. Each aggregate addition must be added carefully as instructed in order to get the entire quantity into the volume of the pot. Make sure that aggregate in the pot remains submerged at all times. If the sand is not rodded into the voids between the coarse aggregate particles, the aggregate quantities will overflow the pot. Aggregates should be in approximately the same moisture condition as those used in the concrete.
3. Strike off any excess foam and keep the aggregates inundated for a period of time approximately equal to the time between introduction of water into the mixer at the concrete plant and the time of performing the air test in the field.
4. Screw the short piece of straight tubing into the threaded petcock hole on the underside of the top cover. Place the top on the pot and clamp securely. Close the air valve between the air chamber and the measuring bowl and open both petcocks.
5. Add water with a syringe through the petcock having the pipe extension below until all air is expelled from the second petcock. Leave both petcocks open.
6. Pump up the air pressure in the air chamber to a little beyond the initial pressure line marked in the carrying case lid. Wait a few seconds for the compressed air to cool to normal temperature and then stabilize the gage at the proper initial pressure line by pumping or bleeding off air as needed and tapping the gage slightly.
7. Screw the curved tube into the outer threaded end of the petcock. Close both petcocks and press the thumb lever to release the air into the bowl. Fill the 5 percent calibrating vessel level full of water from the base by controlling the flow of water with the petcock valve on the curved tube.
8. Release the air at the free petcock and let the water in the curved pipe run back into the base. The air meter now has 5 percent of its volume removed.
9. With both petcocks open, pump the air pressure in the air chamber to slightly beyond the initial pressure line. Wait for the compressed air to cool and then stabilize the gage hand at the proper initial pressure line by pumping or bleeding off air as needed and tapping the gage slightly.
10. Close both petcocks and press the thumb lever to release the air into the bowl.
11. Read and record the air content shown on the meter. The aggregate correction factor will be the difference between the air content on the meter minus 5 percent.
Note: Normally the aggregate correction factor will be between 0.1 and 0.8 percent. This factor will ordinarily remain constant (with limestone or gravel coarse aggregate) for the same combination and quantity of aggregate. It is essential, therefore, to determine the aggregate correction factor accurately since any errors made in the factor will be reflected in all air content determinations. BE SURE THAT ALL AIR ENTRAPPED IN THE INUNDATED AGGREGATE IS ELIMINATED WHEN PREFORMING THE TEST.
Checking Calibration of Gage
All Pressure Meters are calibrated and tested for leaks. Any changes found in the manufacturers initial pressure line is marked in red on the paper in the carrying case lid, before the meters are issued by the Laboratory. However, rough handling or worn or damaged parts will affect the calibration. Therefore, the operator should check the meter every 3 months. The method of checking is as follows:
1. Fill the base with water.
2. Screw the short piece of straight tubing in the threaded peacock hole on the underside of the cover. Clamp cover on the base with the tube extending down into the water.
3. With both petcocks open, add water with syringe through the petcock having the pipe extension below, until all air is forced out of the opposite petcock. Leave both petcocks open.
4. Pump up air pressure to a little beyond initial pressure line marked in carrying case lid. Wait a few seconds for the compressed air to cool to normal temperature and then stabilize the gage hand at the proper initial pressure line by pumping or bleeding off as needed.
5. Close both petcocks and immediately press down on the thumb lever exhausting air into the base. Wait a few seconds until the hand is stabilized. If all the air was eliminated and the initial pressure line was correctly selected, the gage should read 0 percent. If two or more tests show a consistent variation from 0 percent then change the initial pressure to compensate for the variation. Use the newly established "initial pressure" line for subsequent tests.
6. Screw the curved tube into the outer end of petcock and, by pressing on the thumb lever and controlling flow with petcock lever, fill the 5 percent calibrating vessel lever full of water from the base.
7. Release the air at the free petcock. Open the other petcock and let the water in the curved pipe run back into the base. There is now 5.0 percent air in the base.
8. With petcocks open, pump air pressure in the exact manner as outlined in step 4 above. Close petcocks and immediately press the thumb lever. Wait a few seconds for the exhaust air to cool to normal temperature and for the needle to stabilize. The dial should now read 5.0 percent.
9. If two or more consistent tests show that the gage reads less than 4.9 percent or more than 5.1 percent then remove the gage glass and reset the dial hand to 5.0 percent by turning the recalibrating screw located just below and to the right of the center dial.
Air Content of Freshly Mixed Concrete by Volumetric Method (ASTM C 173 modified for ODOT use)
This test method can be used on concrete containing any type of coarse aggregate. This method gives the total air content, which includes both entrapped and entrained air. This method must be used if lightweight coarse aggregate, air-cooled blast furnace slag coarse aggregate or aggregate of high porosity is used in the concrete under test.
The method involves taking a known volume of concrete and breaking it down by washing it with water in a sealed container. A fixed amount of water is used to wash the sample of concrete in the container. After the washing, the volume of the sample and wash water decreases by the volume of air washed from the known volume.

Assembled Brass Volumetric Air Meter

Plastic Volumetric Air Meter and Accessories
Parts and Accessories
1. Meter
a. Bottom Pot, 0.075 cu. ft (2.1 L) capacity
b. Top cone including gage glass, clamps and top plug
2. Accessories
a. Water filler and dispersion tube
b. Strike off bar
c. 5/8" (16 mm) Diameter tamping rod
d. Brass cup, capacity 23 milliliter
e. Small rubber syringe
f. Can of 70% isopropyl alcohol (poison)
g. Rubber mallet 1.25 ± 0.50 lbs (0.6 kg ± 0.25 kg)
h. Carrying case
Method of Operation
The percent of entrained air in a sample of concrete is determined as follows using the volumetric air meter:
1. Place a representative sample of the concrete in the bowl in 2 equal layers, consolidating each layer by 25 strokes of the tamping rod. After each layer is rodded, tap the sides of the measure 10 to 15 times smartly with the rubber mallet to close any voids left by the tamping rod and to release any large bubbles of air that may have been trapped.
2. Strike off the concrete surface, level full, using the straightedge.
3. Place the cone on the pot and clamp securely.
4. Insert the dispersion tube into the neck of the meter. Add at least one pint of water followed by one pint of isopropyl alcohol. Continue adding water until it appears in the graduated neck of the top section of the meter. Remove the dispersion tube. Bring the water level up until the bottom of the meniscus is even with the 0 mark.
5. Attach and tighten the water-tight cap.
6. Repeatedly invert and agitate the unit for a minimum of 45 seconds to free the concrete from the base. Do not invert the meter from more than five seconds at a time.
7. Tilt the meter approximately 45 degrees and vigorously roll and rock the meter for approximately 1 minute keeping the neck elevated at all times.
8. Set the meter upright and allow it to stand while the air rises to the top until the liquid stabilizes. Consider the liquid stabilized when it does not change more than 0.1% within a one-minute period.
9. If the liquid level is obscured by foam, use the rubber syringe to add sufficient alcohol from a calibrated cup equaling 1% of the volume of the base. Record the number of calibrated cups of alcohol required to disperse the foam.
10. Repeat the rolling and rocking procedure until two consecutive readings do not differ by more than 1/4 %.
11. Once the level has stabilized, determine the level of water in the neck of the meter to the nearest 1/4%. Add the number of cups of alcohol used to disperse the foam to the meter reading.
12. Disassemble and empty the contents in the bowl and examine the bowl to make sure that all of the concrete was dislodged during the agitating and rolling and rocking procedures. If there is a significant amount of concrete remaining in the bowl, the test is invalid and must be redone.
Chace Air Indicator for Determination of Entrained Air (AASHTO T-199)
This method of test covers the determination of the air content of freshly mixed concrete by displacing the air with alcohol and observing the change in level of the liquid in a tube. The apparatus is light and small, and the test procedure requires only a few minutes.
This method is satisfactory for determining the approximate air content of freshly mixed concrete. It should not, however, be considered suitable for replacing the pressure method) or volumetric method and in no case should the value obtained through the use of this method be accepted as determining the compliance of the air content of concrete with the requirements of specifications. The method is most useful for determining whether the concrete has a low, medium, or high air content, and whether the air content is reasonably constant from batch to batch of concrete.
Parts and Accessories
1. Air Indicator
a. 0.22 cubic inches (3.6 ml) capacity cup
b. rubber stopper
c. glass top.
2. Accessories
a. Rubber syringe
b. Tamping blade
c. Can of 70% isopropyl alcohol (poison)

Chace Air Indicator Equipment
Method of Operation
The percent of entrained air in a sample of concrete is determined as follows:
1. Fill the metal cup with cement mortar taken from the concrete, from which any particles larger than a No. 10 (2.00 mm) sieve have been removed with the tamping blade. A No. 10 (2.00 mm) sieve has openings of 0.0787 inches (2 mm) wide or a little less than 3/32 inches (2.38 mm). Use the tamping blade to pick up mortar. The mortar should not be wet screened to remove the material larger than a No. 10 (2.00 mm) sieve. Spade material into the cup with tamping blade to compact the mortar. Strike off excess even with top of cup.
2. Hold finger over stem opening of glass top and fill the glass tube with alcohol to the marked line about 1 inch (25 mm) from the large end of the glass.
3. Carefully insert cup filled with mortar into the glass top and turn indicator to a vertical position with the graduated stem up. Be sure stopper is firmly in place. Adjust liquid to top line of stem by adding alcohol with syringe, making sure that all air bubbles are removed. This can be done by slightly tilting the indicator.
4. Place finger over the stem opening to prevent liquid loss. Gently roll the indicator from vertical to horizontal and back several times until the mortar has been washed out of the cup.
5. With the indicator in the vertical position, carefully remove finger from the opening and count the number of spaces from the top line to the new liquid level, estimating to the nearest 0.1. Each space represents 1 percent of entrained air. The air indicator is designed to read directly for a concrete mix having 15 cubic feet of mortar per cubic yard (0.56 cubic meters of mortar per cubic meter) of concrete. Therefore, the air content as determined by each test must be corrected for mixes with a different mortar content.
6. No conversion factor is used when gravel coarse aggregate is used in the concrete mix. In this case, the percentage of entrained air is read directly from the stem. However, when limestone or slag is used it is necessary to multiply the stem reading by 1.05 to determine the percentage of entrained air. Record the result to nearest 0.1 percent.

Chase Air Indicator
Temperature of Freshly Mixed Portland Cement Concrete (ASTM C -1064)
Parts and Accessories
Container - the container must be large enough to provide at least 3 inches (75 mm) of concrete in all directions around the sensor of the temperature-measuring device.
Temperature Measuring Device - the device used must be capable of measuring freshly mixed concrete to ± 1° F (± 0.5° C) throughout the entire temperature range to be encountered.

Concrete Thermometer
Method of Operation
The temperature of freshly mixed concrete may be measured in the transporting equipment provided the sensor of the temperature measuring device has at least 3 inches (75 mm) of concrete cover in all directions. The temperature is measured as follows:
1. Place the temperature measuring device in the freshly mixed concrete so that the temperature sensing portion is submerged a minimum of 3 inches (75 mm).
2. Gently press the concrete around the temperature-measuring device at the surface of the concrete so that the ambient temperature does not affect the reading.
3. Leave the temperature-measuring device in the freshly-mixed concrete for a minimum of 2 minutes or until the temperature reading stabilizes, then read and record the temperature.
4. Complete the temperature measurement within 5 minutes after obtaining the sample.
5. Report the temperature to the nearest 1° F (0.5° C)
Gradation of Aggregate
If aggregate is from a certified source there is no need for further sampling and testing. However a routine sieve analysis can be made to check compliance with gradation requirements. Gradation can be checked immediately when sieves are available on the project.
The following instructions describe how to make a sieve analysis on the project.
1. The sieve set as received is assembled for transportation.
a. Place the entire assembly in the inverted position, unfasten the hooks, and remove the rocker box, refastening the hooks in the staples.
b. Unpack each piece in the order that it occurs.
c. Place the rocker box on a flat surface and insert the sieve container with the sieve to be used therein
d. Place the sieve retainer inside the container.
After the set has been assembled, it is ready to sieve the sample.
2. Place the sample on the sieve.
3. Grasp the handles of the locker box, place the thumbs on the sieve retainer, then rock and shake the box vigorously until all material that will pass the sieve has gone through into the box (using enough pressure to hold the sieve firmly in place).
4. When this is complete, lift the retainer, sieve, and container out of the box together and rotate 1/8 turn, resting the assembly on top of the box.
5. Place the lid over this assembly and invert, emptying the material retained on the sieve into the lid.
6. Dump this aggregate into a pan and weigh to the nearest 0.01 pound (0.01 kg) subtracting the weight of the pan.
7. Repeat the sieving process for each sieve to be used, each time weighing the material retained on the sieve. The percent passing each sieve is determined by adding the weights of all fractions retained on smaller sieves, dividing that total by the total weight of sample, and multiplying by 100.
For example, assume the following weights of aggregate were retained on each of the sieves.
Sieve Size |
Weight Retained |
Percent Retained % |
Total Percent Passing |
Spec. Range |
|
1 1/2 (37.5) |
0.00 (0.00) |
0.0 |
100 |
100 |
|
1 (25) |
0.95 (0.43) |
3.1 |
96.9 |
95-100 |
|
1/2 (12.5) |
17.63 (8.00) |
57.8 |
39.1 |
25-60 |
|
No. 4 (4.75) |
10.39 (4.71) |
34.1 |
5.0 |
0-10 |
|
No. 8 (2.36) |
0.64 (0.29) |
2.1 |
2.9 |
0-5 |
|
Passed |
|
|
|
|
|
No. 8 (2.36) |
0.87 (0.39) |
2.9 |
|
|
|
Total |
39.48 (13.83) |
100.0 % |
|
|
The percent retained is obtained by dividing the amount retained by the total amount.
|
Ret. 1 inch (25 mm) Sieve |
0.95 (0.43 |
= 3.1 % |
|
Ret. 1/2 inch (12.5 mm) Sieve |
17.63 (8.00 |
= 57.8% |
|
Ret. No. 4 (4.75 mm) Sieve |
10.39 (4.71 |
= 34.1% |
|
Ret. No. 8 (2.36 mm) Sieve |
0.64 (0.29 |
= 2.1% |
|
Passed No. 8 (2.36 mm) Sieve |
0.87 (0.39 |
= 2.9% |
|
Total |
|
100% |
The total percent passing is obtained by addition as follows:
|
2.9 passing No. 8 (2.36 mm) |
|
|
2.9%+2.1% retained on No. 8 (2.36mm) |
=5.0% passing No. 4 (4.75 mm) |
|
5.0%+34.1% retained on No. 4 ( 4.75 mm) |
=39.1% passing 1/2 inch (12.5 mm) |
|
39.1%+57.8% retained on 1/2 inch (12.5mm) |
=96.9% passing 1 inch (25 mm) |
|
96.0%+3.1% retained on 1 inch (25 mm) |
=100% passing 1 ½ inch (37.5mm) |
The sieve size, total percent passing, and specification range columns are recorded on the back side of the TE-45 form under "Remarks," each time an analysis is made.
Making and Handling Concrete Cylinders (ASTM C 31)
The preparation and handling of concrete test specimens are an important part of the Inspector's duties, since the cylinders furnish an indication of the quality of the concrete being produced as the work progresses. Cylinders must be made and handled strictly in accordance with the following instructions.
On structures over 20-foot (6.1 m) span, two (2) test cylinders 6 inches (152 mm) in diameter and 12 inches (305 mm) high are made from each 200 cubic yards (150 m³) of each class of concrete, or fraction thereof, incorporated into the work. On structures of 20-foot (6.1 m) span or less and bridge deck overlay projects, at least two cylinders are made for each 50 cubic yards (40 m³) of each class of concrete.
Parts and Accessories
1. Cylinder molds
2. Scoop
3. 5/8-inch (16 mm) steel tamping rod
The cylinder molds are placed on a firm, level surface, such as a board, so that the bottoms will not become deformed in the process of making the cylinders.
Cylinders are always made in pairs and both from the same batch of concrete.

Equipment for Making Concrete Cylinders
Method of Operation
The molding of the specimens is performed as follows:
1. With the scoop, fill each mold evenly 1/3 full of fresh concrete and rod each mold 25 times with the tamping rod, distributing the strokes evenly over the cross-sectional area of the mold and completely penetrating the layer of concrete. The rod should lightly touch the bottom of the mold. Tap the mold lightly 10-15 times to close any air voids left by the tamping rod.
2. Next, fill the mold 2/3 full of concrete and rod 25 times as before, making sure that the second layer of concrete is completely penetrated by the rod. The rod should penetrate 1 inch into the previous layer. Tap the mold as before.
3. Finally, fill the mold to overflowing and rod 25 times as before. Again, the sides of the mold should be tapped lightly 10 to 15 times to close any voids left by the tamping rod.
4. Using the tamping rod or trowel, strike off the excess concrete flush with the top of the mold. This concludes the operation, and there should be no further manipulation of concrete or mold. Specimens are made in one continuous operation.
When cylinders are made, the following tests should also be made using concrete from the same batch:
1. slump
2. yield
3. concrete temperature
4. air test
Be sure and acquire a sufficient quantity of concrete to provide for all these tests. Record the test values on the TE-45 Report. Reporting these values from the same batch as used for casting cylinders provides valuable data for evaluating compressive strengths of cylinders. Therefore, always determine slump and air from the same batch of concrete used in cylinders.
In all cases, the cylinders shall be cured as nearly as possible in the same manner as the concrete that they represent.
Two TE-10 tags and one TE-31 Form describing detailed information on the concrete to be tested are filled out when the cylinders are molded. When cylinders are prepared for shipment to the Laboratory, the TE-31 Form must be enclosed in a plastic envelope and placed around one of the cylinders as it is placed in the packing case. The case staves hold the TE-31 Form in place.
If the test is the result of a request for Progress Sample, the face of the TE-31 form must be marked "Progress" in the upper left hand corner. Write the name of the person requesting the Progress Samples after the word "Progress" along with the description of the authority which he or she represents.
Concrete cylinders using ordinary Portland cement are prepared for shipment and sent to the Laboratory on the fourth day after molding. If high-early-strength cement is used, cylinders are shipped on the second day after molding. Should the shipment day fall on a non-work day, shipment must be made on the following workday.
After the cylinders are packed in shipping cases, pass the snap on the webbed strap through the hole in the TE-10 tag, before engaging the snap to the ring on the strap on the top of the case. A filled out copy of a TE-10 tag is shown in Figure 499.B and a filled out copy of a TE-31 form is shown in Figure 499.C.
Cylinder test results will be reported in CMS.
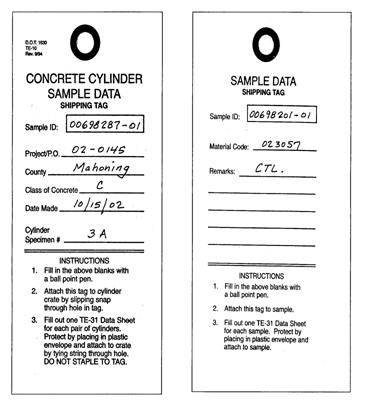
Figure 499.B - Filled Out TE-10 Tags
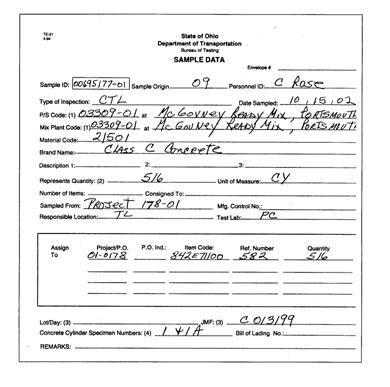
Figure 499.C - Filled Out TE-31 Form
Making Concrete Test Beams
The concrete control Inspector will make and test concrete beams as described here, and report the results in the ODOT Construction Management System as explained in Supplement 1023.
Where beam tests are made to determine when a section of pavement or base may be opened to traffic, two 6-inch x 6-inch x 40-inch (152 mm x 152 mm x 1016 mm) concrete beams are made, using the same concrete being placed in the pavement or base.
Section 511.17 of the specifications requires falsework for structures to remain in place until the concrete has attained adequate strength as determined either by the length of curing time or by the testing of standard concrete beams. When beams are desirable to determine removal of falsework, they must be made from the same concrete as that supported by the falsework.
The Laboratory (through the District Engineer of Tests) will provide the Inspector with the equipment for making and testing of concrete beams.
Parts and Accessories
1. 6" x 6" x 40" (152 mm x 152 mm x 1016 mm) steel molds
2. Spading tool
3. Trowel
4. Rubber mallet
5. Beam testing machine
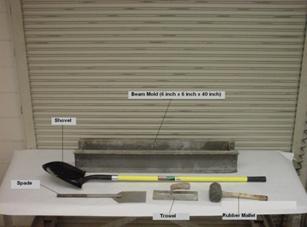

Equipment for Beam Testing
Method of Operation
The beams must be made as described here. Beams must be made and tested in accordance with Supplement 1023. Steel beam molds must be free of dirt, hardened concrete, or rust. They are placed on a smooth, clean, level, and unyielding surface that has been lightly oiled to prevent the concrete from sticking. The inside of each mold is oiled in the same manner.
1. Using a shovel, fill each mold half full with 3 inches (75 mm) of concrete representative of that in the batch.
2. With the blade of the spading tool held at an angle to the ends of the mold, spade the concrete 20 times at equal intervals from one end of the mold to the other.
3. Then, turning the blade of the spading tool, cross-spade 20 times at equal intervals back in the opposite direction of the end of the mold.
4. Spade entirely around the side and ends of the mold.
5. Tap along each side of the mold 15 times (total of 30 taps per lift) with the rubber mallet.
6. Fill the mold to overflowing with concrete and repeat the spading and taping operations as before.
7. Strike off the excess concrete, and trowel the concrete flush with the top of the beam mold.
8. After concrete is set the beam numbers are scratched into the concrete for future identification.
9. Beams must be cured as nearly as possible in the same manner as the concrete from which they are made.
Beams are normally tested at 3, 5, or 7 days of age. If the results are not needed before the end of the 7-day curing period, only one beam break is necessary and should be made at the age of 7 days.
The beams must be tested with the center loading, hydraulic type-testing machine. The load is applied with a hydraulic jack. The machine scale reading is a direct reading of the modulus of rupture in pounds per square inch (megapascals).
Testing Beams with Center-Loading Hydraulic Type Testing Machine
The hydraulic, center-loading, beam breaker is designed to test 6 inch x 6 inch x 40 inch (152 mm x 152 mm x 1016 mm) concrete beams. Two flexural strength tests can be made with each beam. The breaker shows a direct read out in pounds per square inch (megapascals) directly on the dial. No charts or conversion tables are needed to change total load to flexural strength, as is the case with other types of beam breakers now in use. The standard 6 inch x 6 inch (152 mm x 152 mm) beam is the only size beam on which this breaker can be used.

Hydraulic Beam Tester in Position on Beam

Pressure Gage Dial
Parts and Accessories
1. Beam Breaker
a. A main frame with two 7-inch (178 mm) channels containing two fixed rollers.
b. Yoke assembly containing hydraulic ram, pressure gage with 4 1/2-inch (114 mm) dial, choker valve located just below the gage, and center roller.
2. Accessories
a. Carrying Case
Method of Operation
The flexural strength, in pounds per square inch (megapascals) is obtained is in the following manner:
1. Prepare the beam for testing by rotating it 90 degrees around the long axis from the position in which it was molded. The original top of the beam should now be on the side and the top and bottom of the beam should be the sides of the beam that were originally against the mold. Raise the beam at least 2 inches (50 mm) off the ground by supporting each end. This allows clearance under the beam so that the center pin from the yoke of the beam breaker can be inserted under the beam.
2. Lift the breaker from the carrying case and set it on the beam to be tested with the 2 fixed rollers resting firmly on the surface and one of them about 1 inch (25 mm) from the end.
3. Remove the center roller, a 1-inch (25 mm) round pin from the two U-shaped clevises by sliding it out. The yoke assembly, containing the ram, pressure gage, and choker valve now can be pivoted into the vertical (operating) position with the clevises extending below the bottom surface of the beam. There is a stop on one side of the main frame with which the yoke assembly hinge-bracket must be in contact in order for the yoke assembly to be in the vertical position. Return the pin to the clevises. The yoke pin should now be underneath the beam.
4. Close the choker valve (the valve just below the gage dial) by turning it in a clockwise direction, when facing the dial, and open it approximately 1/4 of a turn. Once this valve is adjusted to the position of 1/4 turn open, this procedure does not need to be repeated with each test but only if the valve has been inadvertently turned to some other position. Do not attempt to operate the beam breaker with the choker value closed.
5. Close the pump valve by turning the pinned extension valve stem in a clockwise direction. This valve is located on the right side of the pump when facing the dial, and is opened and closed by a extending through the flange of the aluminum channel forming the top of the main frame. This valve must be closed firmly so that the pump will operate properly.
6. Adjust the black hand of the gage to the zero point by turning the knurled brass knob on the side of the gage housing.
7. Set the red hand (maximum indicating hand) near zero by turning the knurled brass knob in the middle of the plastic dial cover.
8. Operate the pump by slow steady stokes until the beam breaks or the specified strength plus 100 psi (1.0 mPa) is reached. Read the flexural strength, in pounds per square inch (megapascals), as indicated by the red hand. Unless otherwise required by the specifications, discontinue the test at 100 psi (1.0 mPa) over the specified strength in order to avoid unnecessary damage to the beam breaker and note on the report that the test was terminated before failure.
9. Open the pump valve and the pump plunger will retract so that the center roller can be withdrawn and the broken portions of the beam can be removed. If additional tests are to be made immediately, repeat the foregoing procedure.
10. If no more tests are to be made immediately, the yoke assembly should be folded down into the horizontal (carrying) position and the center roller again inserted through the clevises in the preparation for storage. Then place the beam breaker in the carrying case.
Recording Results
Record the slump, air content, concrete temperature, and concrete yield on the TE-45 or TE-45 Supplement form. Record all beam tests results on the TE-45 later after they are tested and enter them in CMS as detailed in Supplement 1023.
Care and Maintenance of Concrete Testing Equipment
Testing equipment represents a considerable monetary investment by the Department and therefore, it is essential that the equipment be given proper care to avoid damage. The equipment has been provided for testing purposes and must be used in the appropriately to avoid unnecessary abuse or damage. Periodic review of test procedures is desirable not only to assure accurate and uniform testing but to prevent damage by improper use of equipment.
The equipment is subject to wear and will need repair and replacement of parts at times. When this repair work is needed, the piece of equipment should be sent to the District laboratory at once. Equipment must be in good working condition in order to provide test results that are representative of the material being tested. In addition, with the volume of work in progress, it is vital that testing equipment be repaired quickly and returned to the project in order to provide the equipment necessary for job control. If this cannot be accomplished, the Engineer must make arrangements for temporary use of other equipment rather than omit any required tests.
All equipment must be thoroughly cleaned immediately after use, being especially sure that all concrete and mortar is removed from around gaskets, seals, and moving parts. Thorough cleaning will prevent buildup of hardened concrete that can affect the operation of the equipment as well as the test results.
Pressure Meter
When the top assembly is removed, it should be placed on a clean surface to prevent damaging the gasket and any earth or fresh concrete from clogging the clamping mechanisms. All fresh concrete should be removed from all parts of the meter to facilitate its accuracy and continue its efficient service.
Volumetric Air Meter
The volumetric meter should not be rolled, rocked, or bumped on hardened concrete, stone, or steel. It should be used on a clean board or sack. When the top cone is removed, it should be placed on a clean surface to prevent earth or fresh concrete from clogging the springs around the fasteners. The inside of the glass tube should be kept clean of cement particles so as not to obscure readings. All fresh concrete should be removed from all parts of the meter to facilitate its accuracy and continue its efficient service.
Chace Air Indicator
When emptying the instrument at the completion of a test, flush out particles of sand from between the glass and cup to prevent damage when removing stopper. This can be done by holding the indicator with stem end down, finger over stem, and opening and shaking gently. Carefully remove stopper, and wash and clean the indicator with clean water. Keep the equipment in protective container when not in use. Should the glass be broken, the remainder of the set should be returned to the Laboratory for repair.
Center Loading Hydraulic-Type Beam Testing Machine
This beam breaker is a piece of testing equipment and should be handled and cared for like any other precision instrument. The following precautionary measures will help keep the breaker in proper operating condition:
1. Be sure that the choker is open 1/4 turn before applying load.
2. Do not operate beyond the maximum point indicated on the dial.
3. Store in the carrying case when not in operation.
4. Remove curing membrane, rust, etc., from the center roller so that it will fit in the devices easily.
5. Keep thin film of oil on steel parts to prevent rust.
6. Make frequent checks for worn places or breaks in the rubber hose. Do not operate the breaker with worn or damaged hose. This beam breaker is actuated by a high-pressure hydraulic system and might be unsafe if operated with worn or damaged parts.
7. DO NOT ATTEMPT TO REPAIR THE BEAM BREAKER IN THE FIELD. Return the beam breaker to the Laboratory for any repairs or adjustments that may be necessary.
The coarse aggregate to be used in the concrete in Table 499.03-2 mixtures must include No. 57 or No. 67 size. There is also a Table 499.03-3 which shows Class C concrete (with gravel and limestone) using No. 8 size stone if it is approved for 451 or 452 pavement as allowed by 703.13. It is the intent to use No. 57 or No. 67 size coarse aggregate in all other concrete except the high performance (HP) concrete classes. Table 499.03-4 gives the proportioning for the high performance concrete classes. These are Class HP1, HP2, HP3, and HP4 and they require No. 8 size coarse aggregate. These concrete mixtures are specified for structural concrete items and for approach slabs. These mixes have a target air content of 7 % and a maximum slump of 8 inches. The water cement ratio of these mixes is lower than the normal concrete. The slump is obtained by the use of a high range water reducer (Type F or G).
Only Type I cement (701.04) and Class C fly ash (701.13) may be used in any high performance (HP) concrete classes. The water–cement ratio is based on the total cementitious materials which include Portland cement, fly ash, GGBFS, and microsilica solids.
Concrete Mix Adjustment (499.03 D)
During concrete production and placement, the concrete control inspector is responsible for adjusting the yield of the concrete mix design. The inspector must understand what affects the yield so that the yield can be maintained within a certain tolerance. Section 499.03 has a tolerance of ±1.0 percent for the yield.
Controlling the Yield
As discussed earlier, the yield of a concrete mix is the volume occupied by the mix. The concrete is designed to occupy a given volume. Concrete is batched by weight (not volume) so monitoring the volume (yield) after batching is of extreme importance.
Relative Yield
The term relative yield is used to understand the effects on yield. The relative yield of a concrete mix is defined as the one cubic yard (one cubic meter) batch weight divided by the one cubic yard (one cubic meter) unit weight of a representative sample of the concrete, as shown in Figure 499.25:

Equation 499.25 – Relative Yield method 1
Another way to calculate the relative yield is to divide the actual yield by the intended yield, as shown in Equation 499.26:

Equation 499.26 – Relative Yield method 2
The relative yield is a dimensionless number (it has no units). When working with relative yield, it is less confusing to include [yd³] or [ft³] ([m³]) in brackets so the units are not mixed. A relative yield expressed in [yd³] is multiplied by 27 ft³/yd³ to change it to the number of cubic feet [ft³] of relative yield.
A relative yield of less than 1.00 is an under-yield and a relative yield of greater than 1.00 is an over-yield.
Example
An 8 cubic yard batch of concrete has the following batch weights:
Coarse Aggregate 13,328 lbs
Fine Aggregate 9,448 lbs
Cement 5,080 lbs
Water 2,400 lbs
Total Batch Weight 30,256 lbs
The result of a unit weight test performed on a concrete sample is 141.35 lbs/ft³. Determine the yield and relative yield of the batch.
First the yield can be calculated from the data given:
|
Yield |
|
(Equation 499.2) |
|
|
|
|
Next, determine the one cubic yard batch weight:
|
Batch Weight for 1 yd |
|
(Equation 499.2) |
|
|
|
|
The unit weight for one cubic yard is determined using the unit weight given:
Unit Weight for 1 yd³ = (141.35 lbs/ft³) x (27 ft³/yd³) = 3816.45 lbs/yd³
Note that in the above calculation the one cubic yard unit weight is determined by multiplying the one cubic foot unit weight by the conversion factor of 27 ft³/yd³. This converts the unit weight to lbs/yd³ instead of lbs/ft³.
Now the relative yield can be determined by the use of Equation 499.25 as follows:
|
Relative Yield |
|
(Equation 499.25) |
|
|
|
|
Another way to calculate the relative yield is to divide the actual yield by the intended yield (Equation 499.27):
|
Relative Yield |
|
(Equation 499.26) |
|
|
|
|
In the above calculation, the actual yield (in cubic feet) is divided by a conversion factor of 27 ft³/yd³ to convert the actual yield in cubic feet to cubic yards.
The relative yield expressed in cubic feet is:
Relative Yield = 0.991 [yd³] x 27 ft³/yd³
= 26.76 [ft³]
In the above example the relative yield is less than 1.000 [yd³] or 27.00 [ft³], therefore, there is an under yield. The amount of the under yield can be determined as follows:
Under Yield = 0.991 – 1.00
= -0.009 [yd³]
or
Under Yield = 26.76 – 27.00
= - 0.24 [ft³]
The negative sign indicated that there is an under yield. A positive number would have indicated an over yield.
The under yield expressed as a percent is determined by multiplying the amount of the under yield in decimal form by 100% as follows:
Under Yield (%) = -0.009 x 100 %
= -0.9 %
Cement Factor
The cement factor is defined as the weight of cement in a cubic yard (cubic meter) of concrete, based on the concrete’s yield. Cement factor is expressed as the number of pounds of cement per cubic yard (kilograms of cement per cubic meter).
If the concrete is over yielding, the cement that was batched into the load is spread over a greater volume of concrete than intended by the mix design. If this happens, the cement factor is less per cubic yard (cubic meter) than intended. The opposite is true if there is an under yield. In the case of an under-yield situation, the cement that was batched into the load is concentrated into less volume than for which it was designed. In this situation the cement factor is greater per cubic yard (cubic meter) than was intended by the design.
The relative yield is used to determine the cement factor as shown in Equations 499.27 and 499.28:
![]()
Equation 499.27 – Cement Factor
![]()
Equation 499.28 – Cement Factor (metric)
The cement weight in the above equations is the amount of cement intended to be in a cubic yard (cubic meter) of concrete.
In the above example, the relative yield was 0.991 and the cement content was 635 lbs per cubic yard (5080 lbs / 8 cubic yards = 635 lbs/yd³), therefore, the cement factor is:
![]()
(Equation 499.27)
As shown by the above calculation, the under yield resulted in a cement factor of 641 lbs per cubic yard instead of 635 lbs per cubic yard.
The cement factor can influence the strength of the concrete. An excessive over yield results in less cement per cubic yard (cubic meter), as the cement factor will be less than intended. This could result in less strength than expected from the batch. An excessive under yield results in a higher cement factor and therefore higher strength than anticipated. There should not be a noticeable effect on strength if the yield is maintained within 1 percent of the design as required by 499.03 of the specifications.
Air Content Effects on Yield
Air content in concrete has a significant effect on the yield. Air content in a concrete mix has no weight but does contribute volume. The air content used in the design is the target air content. At the target air content, the yield should be within the tolerance of ±1.0 percent as specified in 499.03 of the specifications.
The inspector should determine if a yield problem is the result of an air content that is higher or lower than the target air content before a mix adjustment is made. There is a way to compute what the relative yield of a concrete batch would be at an air content that is different from the tested air content.
First, determine the relative yield and the tested air content of a concrete sample. Next, compute the non-air portion of the mix. The non-air portion of the mix is the volume of all of the component materials except air. This value is determined by multiplying the actual relative yield by the actual non-air decimal. Once the non-air volume is determined, the relative yield at any other air content can be calculated. Equation 499.28 is used to determine the relative yield at a different “target air” content:
Relative
Yield at a Target Air = ![]()
Equation 499.28 – Relative Yield at Target Air
Where:
RY actual = actual relative yield (yd³)
NAD actual = actual non-air decimal
NAD target = target non-air decimal
Example:
As an example, the relative yield of a concrete mix is found to be 0.974 [yd³] and there is 4.2% air content. What is the relative yield at 6% air content?
The actual non-air portion of the mix at 4.2% air content is 95.8 percent (100% - 4.2% = 95.8%) of the total volume. The actual non-air decimal then is 0.958 (95.8%). To calculate the relative yield at 6% air, the target non-air portion of the mix would be 94 percent (100% - 6 % = 94 %) of the total volume. The target non-air decimal is 0.94 in decimal form. Now the relative yield at 6% air can be calculated as follows:
![]()
(Equation 499.28)
The calculations show that by increasing the air content of the concrete from 4.2% air to 6% air, the relative yield changes from 0.974 [yd³] to 0.993 [yd³]. The inspector should not adjust the batch weights to correct the yield to within ±1.0 % but should direct the contractor to increase the air content percentage in subsequent concrete loads to bring the concrete to the proper yield.
The air content affects the unit weight of the concrete. When the air content percentage in the concrete is increased, the unit weight of the concrete is decreased. This is due to the increased volume of air bubbles within the mortal fraction of the concrete volume. This lower unit weight results in raising the yield higher than it was at the lower air content, assuming the batch weights are identical. When the yield is calculated the same batch weight is divided by a lower unit weight, so the yield increases.
Adjusting Yield
The concrete control inspector should not make adjustments in the mix design unless it is necessary. Mix design adjustments should not be made every time high or low air content affects the yield, because when the air content is at the target air the yield will be off. The specifications typically allow air content to deviate ±2 % from the target air content. For all Department mix designs, the desired yield should be established at the target air content. Once the mix design is adjusted to yield properly at the target air content, future mix design adjustments are rarely needed.
To adjust the mix design to correct the yield, the adjustment is always made in the aggregate weight by adding or subtracting material. The adjustment is made by volume and the volume of the adjustment is converted to a weight of either coarse or fine aggregate or both proportionately.
Modifying Mix Designs
It may be necessary to modify an existing concrete mix design while under production by changing the component materials in the concrete. The mix designs in 499 are designed to produce one cubic yard or 27 cubic feet per cubic yard (one cubic meter) of concrete. During production, it may be necessary to change the quantity of a material in the mix: it may be necessary to add or to remove a material for the mix design, or use an aggregate that has a different specific gravity than in the mix design.
The yield must be maintained if a component material is changed in the mix design. If the volume of one material is changed, then the volume of another material must be adjusted to compensate for the volume change made. If any volume is added or removed from the design volume an equivalent volume must be removed or added respectively to maintain the yield.
Modifying Aggregate Proportions
Section 499.03 D permits the Engineer to modify the SSD weights of coarse and fine aggregate that are shown in the concrete tables. This may be necessary to improve the finishing characteristics of the concrete, to ensure a workable mix within the slump range, or to control the yield. These modifications made in the aggregate proportions are not to change the total weight of aggregate specified per cubic yard (cubic meter) except for the following reasons.
1. To correct the SSD aggregate weights to compensate for the moisture contained in the aggregates at the time they are used.
2. If it is not possible to make concrete of the proper consistency without exceeding the specified water-cement ratio, the contractor must either use a water-reducing admixture or increase the cement content. If cement is added to the concrete, the absolute volume of aggregate must be adjusted by the amount of cement absolute volume added. There is no compensation to the Contractor for the use of an admixture or additional cement.
3. If at any time the specific gravity of the aggregate being used changes by more than 0.02 from the specific gravity specified in 499.03 C, the SSD design weights in the concrete tables must be adjusted to conform to the new specific gravity.
4. To adjust the batch weights based on the yield determined from field tests at the work site. Maintain the cement content within ±1 percent and do not exceed the water-cement ratio specified.
It may be necessary or required by specifications to add an intermediate-size coarse aggregate. If it is necessary to add a quantity of aggregate, the yield will change unless an adjustment is made to offset the volume added to the concrete. The same thing is true if it is necessary to remove a component material from the original mix design. If any volume of material is removed, the same volume must be added to the concrete mix to adjust the yield for the volume removed. The following example illustrates how a volume change is made.
Example
To improve the finishing characteristics of a Class S concrete using limestone coarse aggregate, it is decided to remove 100 lbs of coarse aggregate from the following original SSD mix design:
Cement 700 lbs
Coarse Aggregate 1530 lbs, (Specific Gravity = 2.65)
Fine Aggregate 1260 lbs, (Specific Gravity = 2.62)
Water 350 lbs
What is the new SSD mix design if 100 lbs of coarse aggregate is removed? Make the volume adjustment by adding fine aggregate without affecting the yield of the mix.
The new amount of coarse aggregate is 1430 lbs (1530 – 100 = 1430). The absolute volume of 100 lbs of this coarse aggregate removed from the concrete is:
|
Absolute Volume |
|
(Equation 499.4) |
|
|
|
|
Since 100 lbs of coarse aggregate is removed, the volume is decreased by 0.60 ft³. In order to maintain the yield 0.60 ft³ of fine aggregate must be added. This volume is used to calculate the weight of fine aggregate necessary to be added to maintain the original yield as follows:
|
Addition of Fine Aggregate |
|
(Equation 499.6) |
|
|
= 98 lbs |
|
This calculation shows that 98 lbs of fine aggregate (of specific gravity 2.62) must be added to offset the 100 lbs of coarse aggregate (of specific gravity 2.65) removed from the mix design. The new fine aggregate SSD design weight becomes 1358 lbs (1260 + 98 = 1358).
Therefore, the following is the new SSD mix design:
Cement 700 lbs
Coarse Aggregate 1430 lbs, Specific Gravity = 2.65
Fine Aggregate 1358 lbs, Specific Gravity = 2.62
Water 350 lbs
Note that the specific gravities of the coarse and fine aggregates are similar, therefore, the difference in the weight between the coarse aggregate removed and the fine aggregate added is only 2 lbs.
Modifying the Slump
It may be necessary to increase the slump of the concrete by adding water to the mix design, or reduce the slump by removing water from the mix design. With the addition or removal of water from a mix design, both the water-cement ratio and the yield will change.
If the concrete in use is being batched at the maximum water-cement ratio, no additional water is permitted or the water-cement ratio would be exceeded. It may be necessary to add cement, as required by 499.03 D.2 to maintain the water-cement ratio.
Example:
A concrete mix has a water-cement ratio of 0.50 and the slump is 2 inches at the maximum allowable water. It is decided to add 10 lbs of water to the mix design to increase the slump. Determine the amount of cement necessary to maintain the 0.50 water-cement ratio. Determine the amount of volume added due to the addition of the 10 lbs of water and this necessary amount of cement.
Since the water-cement ratio is defined as follows (Equation 499.13):
![]()
The following form of Equation 499.13 calculates the weight of cement from the w/c ratio:
![]()
Equation 499.29 – Cement Weight from w/c Ratio
Therefore, the amount of cement necessary is:
|
Weight of Cement |
|
(Equation 499.29) |
|
|
|
|
To maintain the yield, a volume adjustment must be made for both the 10 lbs of water and the 20 lbs of cement as follows:
|
Volume of Water Added |
|
(Equation 499.4) |
|
|
|
|
|
Volume of Cement Added |
|
(Equation 499.4) |
|
|
|
|
The total added volume due to the water and cement is 0.26 ft ³ (0.16 + 0.10 = 0.26) in this example. In order to maintain the yield, 0.26 ft ³ of aggregate must be removed from the design.
Modification of Aggregate Specific Gravity
If there is specific gravity changes in the aggregates used, the yield of the concrete mix will change. If there is a specific gravity increase then the volume occupied by the same weight of aggregate will decrease and there will be an under yield. If there is a specific gravity decrease, the volume of the same weight of aggregate increases and the mix will over yield.
Example:
A concrete mix contains 1,735 lbs of a crushed limestone with specific gravity of 2.65. The aggregate stockpile is depleted and the contractor changes to natural gravel coarse aggregate with a 2.57 specific gravity. Adjust the 1,735 lbs to the new specific gravity and show how this would affect the yield.
Determine the original volume in the mix design:
|
Original Mix Design Volume |
|
(Equation 499.4) |
|
|
|
|
If the specific gravity changes to 2.57 this same weight of aggregate would have the following absolute volume:
|
New Mix Volume |
|
(Equation 499.4) |
|
|
|
|
These calculations show that same weight of a lower specific gravity aggregate has a greater volume and would result in an over yield. To correct the over yield the original volume is used to determine how much weight of the new, lower specific gravity aggregate to use:
|
New Aggregate Weight |
|
(Equation 499.6) |
|
|
|
|
In summary with the lower specific gravity the weight decreased from 1,735 lbs to 1,683 lbs per cubic yard.
Use Equation 499.30 to calculate a weight adjustment due to a specific gravity change:

Equation 499.30 – Weight Adjustment due to Specific Gravity Change
where:
![]() = Original weight of
aggregate (at the original specific gravity)
= Original weight of
aggregate (at the original specific gravity)
![]() = Original specific
gravity of the aggregate
= Original specific
gravity of the aggregate
![]() = New specific
gravity of the aggregate to be used
= New specific
gravity of the aggregate to be used
For the above example, the calculation is as follows:
|
New Weight = |
(Equation 499.30) |
Equipment for Batching and Mixing Concrete (499.06)
Batching Plants (499.06 A.)
The various materials for each batch of concrete are proportioned at a batch plant. Batch plants may be classified as:
1. Portable or stationary
2. Manual, semi-automatic, or automatic
3. One or two stop
4. Separate or accumulative weighing
These classifications are dependent on the mobility and the method of weighing and discharging. Batch plants used on the project site usually are portable and may be moved from job to job. They may be manual, semi-automatic, or automatic with the latter two categories most common. If all materials for a batch are discharged at the same point, it is a one-stop plant. A two-stop plant is a plant where two stops of the truck mixer is required.
Portable plants are moved from site to site to reduce the length of haul to the placing site. Stationary plants usually are used at commercial ready-mix or central-mix plants. Central-mix plants used for concrete paving are set up at the job site and, therefore, are portable.
Plants may employ accumulative weighing for the coarse and fine aggregate; however, separate weighing devices must be used for weighing cement. Accumulative weighing permits the weighing of coarse aggregate and then the fine aggregate, using the same hopper and scale. The predetermined weights for the two materials are set on the scale for the cutoff. Cement must be weighed separately on a separate scale and hopper, regardless of how the aggregate is weighed.
For manual plants, each material is weighed and discharged by manually pulling levels to open and close gates. In semi-automatic plants, these gates are operated through electronic controls to open and close at the touch of a button. If the electric controls are interlocked and the completion of one weighing signals the start of next weighing, etc. and the whole cycle if weighing and discharging is interlocked completely, the plant is classed as automatic.
Automatic plants are coming into widespread use with many being computerized. Some plants use punched cards which have the weights of the materials represented by holes punched in the card. The size of the batch is dialed by a selector knob, the punched card is placed into the control panel, and a button is pressed to start the cycle. Materials for the batch size selected are automatically weighed and discharged.
A system of interlocks prevents a batch from being discharged that does not contain the correct amount of each material. All automatic plants have this feature. This prevents incorrect batches in the event that an aggregate bin becomes empty or other trouble develops which would tend to result in incorrect batch weights. Most automatic plants may be operated manually or semi-automatically, which permits production in case of an electronic failure.
The accuracy of the weighing mechanisms used to weigh each component in the concrete is specified in 499.06 A. These weighing tolerances are shown below:
|
Weighing Tolerances |
|
|
Item |
Weighing Tolerance* (Percent) |
|
Cement |
± 0.5 |
|
Fly ash |
± 0.5 |
|
GGBFS |
± 0.5 |
|
Micro silica |
± 0.5 |
|
Coarse aggregate |
± 0.5 |
|
Fine aggregate |
± 0.5 |
|
Water |
± 1.0 |
|
Admixtures |
± 3.0 |
* Weighing tolerances apply throughout the range of use.
Prior to use of a concrete plant, make an inspection to assure that all requirements of the specifications are fulfilled and that scales meet the batching tolerances specified. This inspection includes checking:
1. Plant bins for adequate partitions to prevent intermingling of materials.
2. All weighing and metering devices to assure that their accuracy has been attested to within a 12-month period immediately prior to use by one of the following methods:
a. By a Sealer of Weights and Measures
b. By a Scale Servicing Company
c. By a Certificate of Performance issued by the National Ready Mixed Concrete Association
3. The plant must maintain ten 50-pound (23 kg) standard test weights or the services of a scale servicing company for testing weighing devices for accuracy. The ten 50-pound (23 kg) test weights must be sealed within a 3-year period by the Ohio Department of Agriculture. If the service of a scale servicing company is used, these weights will not be required; however, all weights used in testing by the Scale Servicing Company must conform.
4. Water meters for accuracy.
5. That a separate weighing device is used for weighing cement.
6. Admixture dispensers to assure proper dosage will be used.
If a Certificate of Performance has been issued by the National Ready Mixed Concrete Association, the weighing and metering devices will not require checking for accuracy and the concrete batch facilities may be approved. The certification from the National Ready Mixed Concrete Association must be within a 6-month period prior to use and must certify that the plant's weighing and metering devices do meet 499 batching tolerances.
Plant bins are checked for holes in partitions and to see that separator plates are extended high enough to prevent spillage of materials when the bins are charged. Accumulation of aggregate in the corners must be avoided. Any evidence of this should be called to the attention of the plant operator and corrected immediately.
The test weights must have a seal indicating that they have been checked by the Ohio Department of Agriculture. These seals must be renewed every 3 years. Each scale must be checked with test weights through the range in which it is to be used. Should a scale be used to weigh the aggregate accumulatively, say totaling 13,356 pounds (6058 kg), it must be checked through 13,400 pounds (6078 kg). This will require the weights being attached and the scale checked for 500 pounds (227 kg), the weights removed, 500 pounds (227 kg) of aggregate added and the scale checked again with the weights, this time to 1,000 pounds (454 kg). This process is repeated until 13,400 pounds (6078 kg), or the total range actually being used, is reached. All scales shall be checked within the 12-month period immediately prior to use.
If a scales servicing company is employed by the producer to check and adjust the scales, the test weights used may range up to 1,000 pounds (454 kg). When these test weights are used, the scales should be checked by adding the weights to the scale and checking the scale as outlined in the previous paragraph. All weights used by the Scale Servicing Company must be sealed every 3 years by the Ohio Department of Agriculture.
A weight increment greater than 500 pounds (227 kg) may be used to check the batch plant scales in the lower range of use when large batches of concrete will be produced. However, smaller increments will be necessary when nearing the limit of use. This situation occurs for a paving operation with a central mix plant consistently producing larger batches. On the other hand, when the batch plant will be producing small or varied size batches of concrete, a maximum of 500-pound (227 kg) increments should be maintained. The testing must be for the range of use for the scale, and tolerances mentioned previously should be maintained. Adjustments should be made when necessary.
Water meters also must be checked and calibrated prior to use. Whether the water is metered by weight or by volume, the amount of water required for one cubic yard (cubic meter) of central mix, or transit mix concrete, or one batch of site mix concrete, should be metered and carefully collected for immediate weighing. The weight of the collected water must be within 1.0 percent of the weight indicated on the meter if the water is weighed. If the water is metered by volume, the water should be collected and weighed, then divided by 8.32 pounds per gallon (1 kg per liter). The volume in gallons (liters) thus obtained must be within 1.0 percent of the volume metered. Variations outside the tolerance must be corrected and the water meter rechecked until it is within the required accuracy.
Admixture dispensers are checked by actually discharging a given amount of admixture to verify the accuracy of the unit. Admixture dispensers must be accurate to within 3.0 percent of the indicated amount.
All checks made prior to starting production for each construction season must be documented. Checks made during concrete production must be noted on the TE-45 Report. Weighing and dispensing devices must be tested as often as the Engineer deems necessary to assure their continued accuracy.
During the batching operation, the Inspector should occasionally observe the amounts of the materials being weighed to assure that proportioning complies with the mix design. Therefore, the Inspector must know the various weights for the volumes being used as well as be familiar with plant components. Checks must be made to determine that the indicator dials return to zero when the batch is discharged. This is especially important for the cement scale. If the scale does not return to zero, it is an indication that material is building up or hanging up in the hopper. This material must be removed and the dial adjusted to read zero. Any scales not zeroing properly must be repaired.
Concrete Mixers (499.06 B.)
Transit mix trucks are used to haul plastic concrete batches to the concreting site. The concrete may be mixed at the plant and agitated during hauling, agitated during hauling and mixed at the point of use, or mixed in transit if it can be shown that mixing is accomplished during transit. Transit mixers also may be used to haul mixed or partially-mixed central mix concrete. When used for hauling concrete that has been mixed completely in a central mixer, the mixer is operated at agitation speed. If the concrete is only partially mixed, all materials must be mixed for at least 30 seconds in a stationary mixer and then mixed in the transit mixer for not less than 50 revolutions at mixing speed. This latter mixing is known as shrink mixing.
Central mix concrete may be hauled in truck agitators, commonly known as dumpcrete trucks, or trucks having bodies without agitation. Non-agitating equipment must have smooth, mortar-tight bodies capable of discharging concrete at a satisfactorily controlled rate. If dump trucks are used for non-agitation hauling, they must have smooth bodies with rounded corners and be free of internal ribs.
Mixers and agitators must meet certain sections of AASHTO M 157. Section 499.06 B. requires conformance with AASHTO M 157 Sections 10, 11.2, 11.5, and 11.6 except that the Department will allow mechanical counters. These sections are reprinted at the end of this section in a section entitled AASHTO M 157.
Handling, Measuring and Batching Materials (499.07)
Stockpile foundation areas must be cleared of all wooded brush or other debris, and shaped to provide drainage. The area may be compacted, stabilized, or paved to prevent the existing ground from infiltrating into the bottom of the pile. If the aggregate is placed directly on the ground, the bottom foot of aggregate must not be removed until final cleanup, and any material that has become contaminated must be reprocessed to meet specifications before use.
Where one stockpile adjoins another of a different size material, a substantial bulkhead or divider of sufficient length and height must be placed between the two to prevent intermingling of the different sizes. Intermingling of stockpiles must not be tolerated.
Aggregate must be dumped directly on the prepared stockpile as near to its final location as possible without additional handling. After the first layer is placed directly on the foundation, trucks must unload at the outside edge of the pile and the material moved into position on the succeeding layers. A crane with a bucket is ideal for picking up the aggregate and placing it on top of the material in place. Exercise care to deposit each bucket in a manner that prevents the aggregate from rolling and segregating. Therefore, the bucket should not be high in the air when the aggregate is released.
Front-end loaders are satisfactory to build a stockpile provided they stay off the stockpile (unless they are equipped with rubber tires) and if care is exercised to place each scoop load in a manner to avoid segregation. Equipment having steel treads must not be used on coarse aggregate stockpiles, nor should any equipment be permitted to push, shove, or roll coarse aggregate as segregation may result. If the Contractor uses equipment that appears to be causing segregation, additional tests must be run and, if there is a variance from specification gradation requirements, the use of the equipment must be discontinued.
Sand may be dumped directly on the prepared foundation for the bottom layer and succeeding layers placed by crane with bucket, by front-end loader, or by dozer.
Equipment that operates on stockpiles must not be permitted to move on and off the stockpile unless the foundation is stabilized or paved to prevent tracking of foundation material onto the stockpile. The tracking of foreign material onto stockpiles (while stockpiling aggregate or removing aggregate from stock piles to charge the concrete plant) can result in mud balls in the concrete.
Coarse aggregate is absorptive and will attract and absorb mixing water when used in a dry condition in concrete. This absorption of water needed for workability can result in a rapid slump loss when the aggregate is dry. Such a slump loss usually results in finishing and texturing problems. Coarse aggregate is required by 499.05 to be maintained with a uniform moisture content.
A moisture test must be made to determine the moisture content for use in adjusting the batch weights and the mixing water. When the actual moisture content of the fine and coarse aggregate is compared with the absorption of the aggregate, the Inspector will know if the aggregate is in a damp or saturated condition. Moisture contents greater than absorption indicate saturation, while those less indicate a damp condition.
Batching Coarse Aggregate
Segregation is possible when withdrawing coarse aggregate from stockpiles for charging into the plant bins, unless care is exercised. Cranes with buckets, and front-end loaders, are satisfactory for this operation provided the aggregate is handled in such a manner to avoid segregation. Any operation that results in excessive segregation, such as sliding or rolling, must not be permitted.
Batching Fine Aggregate
The use of a dozer is satisfactory for moving fine aggregate from large stockpiles to a conveyor for the transfer to the plant bins. With a dozer, material from the same level in the stockpile is pushed into a hopper feeding the conveyor. Being from the same level, the sand has the same moisture content and uniformity is maintained.
Fine aggregate will be handled in such a manner that the moisture content will be reasonably uniform for each day's production. Whenever the moisture content is suspect for a given stockpile, the stockpile should be rotated or mixed prior to charging the hopper feeding the conveyor. This will assure uniformity of the moisture content.
Batching Cement
Cement is usually fed by gravity from storage silos to weigh hoppers. Cement may also be pumped or blown from an auxiliary storage silo to a cement bin in the plant.
Batching Water
Water may be pumped into a measured storage tank, having the capacity required for the batch, where it flows by gravity into the central mixer or transit mixer. Water meters are in common use and can measure the water accurately per batch by volume or by weight. Water measuring devices should be checked and adjusted to an accuracy of 1 percent.
Batching Tolerances (499.07)
The batching tolerances are specified in 499.07 and are shown on the following table:
|
Batching Tolerances |
|
|
Item |
Batching Tolerance (Percent) |
|
Cement |
± 1.0 |
|
Fly ash |
± 1.0 |
|
GGBFS |
± 1.0 |
|
Micro silica |
± 1.0 |
|
Coarse aggregate |
± 2.0 |
|
Fine aggregate |
± 2.0 |
|
Water |
± 1.0 |
|
Admixtures |
± 3.0 |
Batching tolerances are different from the weighing tolerances. Weighing tolerances apply to the scales that are used to weigh the individual components of the concrete mix. Batching tolerances apply to the batching process. For instance, a 10 cubic yard load of Class C concrete requires 6,000 lbs of cement. During the process of weighing this amount of cement into the cement weigh hopper, it sometimes is not possible to stop the cement flow exactly at 6,000 lbs. The plant operator should be shooting for 6,000 lbs but is permitted a tolerance of 1.0 from this amount. Therefore, for this amount of cement the variance can be anywhere from 5,940 lbs to 6,060 lbs.
Batch Plant Tickets (499.08)
A concrete batch ticket must be furnished with each load of concrete delivered to the project. This ticket can be hand written, computer generated, or a combination of computer generated and hand written. The following information must be on each ticket of delivered concrete that certifies the ingredients in the load as well as other required data:
|
Information Required on Batch Ticket of Every Concrete Load |
|
|
Name of ready-mix batch plant Batch Plant Number Batch Plant Location Serial number of ticket Date Truck Number Class of Concrete Job Mix formula (JMF) Number Time the load was batched Size of Batch cubic yards (cubic meters) Actual weights of cementitious material: Cement lbs (kg) Fly ash lbs (kg) GGBFS lbs (kg) Micro-silica lbs (kg) Other lbs (kg) |
Actual weights of aggregates: Coarse lbs (kg) Fine lbs (kg) Other lbs (kg) Actual weight of water lbs (kg) Actual volume of admixtures: Air entraining fl. oz. (mL) Superplasticizer fl. oz. (mL) Water reducer fl. oz. (mL) Retarder fl. oz. (mL) Other fl. oz. (mL) Aggregate moisture contents: Coarse Aggregate % Fine Aggregate % Water Cement Ratio, leaving the plant
|
The contractor must provide additional information with the first load of concrete delivered to each project for each JMF. The following information must be provided either on the batch ticket or as a separate computer generated (or hand written) form and attached to the batch ticket:
|
Information Required First Load of Concrete Daily |
|
|
Cementitious Materials (Source and Grade or Type): |
Admixtures (Brand and Type): |
|
Cement Fly ash Ground Granulated Blast furnace Slag Microsilica Other |
Air entraining Retarding Superplasticizer Water reducing Other |
It is a contract requirement that the above information be provided by the Contractor. If a Contractor is purchasing concrete from a ready-mix concrete supplier, it is the Contractor’s responsibility to assure compliance even if it means putting a person at the plant to provide the required information. If the information is not provided as specified, the concrete is not to be accepted.
Mixing Concrete (499.09)
Concrete is to be mixed in either a central mixing plant or by a truck mixer.
Classifications of Concrete Mixers
Concrete mixers are classed as central mixers or transit mixers. Central mixers are stationary and are located at the batch plant where they are charged directly from the plant. Mixed batches from central mix plant may be transported to the placing site in dumpcrete trucks, dump trucks, or transit mix trucks. Transit mixers are charged directly from the batch plant and mixed in truck-mounted mixers at the plant or at the job site.
Central and Transit Mixing
For central mixing and transit mixing the proportioned materials are charged directly into the mixer from the weigh hoppers. Caution must be observed, especially with transit mixers having narrow openings, that materials are not spilled during the charging of the mixers. Usually it will be necessary to feed the batch gradually from the weigh hoppers into the transit mixers to avoid spillage. The common practice is to revolve the mixer at high speed during charging to aid material entry into the mixer and avoid clogging of the intake opening.
Pre-blending of materials, prior to or during charging of the mixer, plays an important role in obtaining proper mixing. This pre-blending or pre-mixing may be accomplished by depositing materials onto the charging belt in such a manner that all materials enter the drum at the same time, or by discharging all materials directly into the mixer simultaneously rather than separately. If the plant capacity is limited and the entire batch cannot be weighed into the weigh hopper in one operation, smaller complete batches should be required rather than weighing and discharging each ingredient independently. Proper mixing will not be obtained in the minimum mixing time if materials are charged separately; therefore this method must not be tolerated.
Most central mix plants are equipped with a "slump meter" which provides the operator a control of concrete consistency. These meters indicate concrete consistency indirectly by measuring the current or amperage being drawn by the motor that drives the mixer. The mixer operator maintains a predetermined amperage by adjusting the amount of mixing water. The result is uniform consistency between batches.
Mixers and agitators shall conform to paragraphs 10, 11.2, 11.5 and 11.6 of AASHTO M 157, except that mechanical counters are permitted. A copy of these paragraphs of AASHTO M 157 is contained in this manual.
Generally, water is started into mixers first and is charged at such a rate that it will not cease until all other ingredients are in the mixer. In this manner, water is present initially for mixing material during the charging period, and provides a washing action around the drum opening after all the dry materials have entered.
Air-entraining agents and water-reducing set retarders are the most common admixtures for concrete. It is very important that these admixtures do not become blended or mixed in any manner prior to the actual mixing of the concrete. Any mixing of the two could cause plugging of the supply lines. Also, the effectiveness of either or both of the additives may be reduced. To avoid any problem, they should be introduced into the batch separately.
Mixing Concrete (499.09)
The minimum mixing time for central mixers is 60 seconds, beginning when all the materials are in the drum and ending when discharge begins. Transit mixers must operate at the rate of rotation stated by the manufacturer as mixing speed, for not less than 70 revolutions. Checks must be made for compliance with these mixing requirements and the results recorded on the appropriate project documents.
Checks made of mixing time for central mixers are the responsibility of the concrete control Inspector. At least once a day (more often if possible) a check must be made and recorded on the concrete Inspector's daily report. The counter reading on transit mixers before and after mixing must be noted and recorded. The rate of rotation must also be checked. The initial counter reading and number of revolutions at mixing speed are recorded. The contractor is responsible for assuring proper mixing of all batches. Any deficiencies must be called to the contractor’s attention.
If possible, for large quantity-critical usage concrete, the Engineer should periodically check the mixing operation at the plant to assure compliance with specified mixing requirements. Counter readings and rate of rotation are noted and recorded as described above. Excessive speed of rotation may cause inadequate mixing. Centrifugal force causes the materials to cling to the drum rather than be mixed by being picked up and dropped repeatedly by the mixer blades. The Department's interpretation of mixing speed is the speed (called “mixing speed”) that is noted on the metal plate required on every truck mixer. When there is an overlap of agitating speed and mixing speed, only the rate of rotation in excess of agitation is considered as mixing speed. Therefore, the Inspector should examine the metal plate on each truck for the capacity and the rate of mixing. Trucks that have no metal plate are not permitted for State work.
If for some reason it is not practical to mix with transit mixers at the plant, the mixing may be done at the site in the presence of an Inspector who will document this on the TE-45 form. Whether mixing is accomplished at the plant or the site, transit mixers shall rotate at agitation speed while in transit.
If mixing in transit is requested by the ready mix producer, the producer must show that the mixers can and do revolve at a rate in excess of the range for agitation, indicated on the metal rating plate attached to the mixer. Use of counters listing the number of revolutions at agitation speed and the number of revolutions in excess of the agitation range separately will be adequate proof. The Inspector must record both counter readings when counters of this type are used.
The metal rating plate indicates a range for agitation speed and a range for mixing speed. Normally there is an overlap of the two. For example, agitation speed may be listed from 2 to 6 revolutions per minute while mixing speed may be from 4 to 12 rpm. To qualify as mixing speed in such instance, the mixer shall rotate at 7 rpm (next higher over agitation speed). At this rate, 10 minutes of mixing would be required for the required 70 revolutions.
The contractor must assure that the temperature of the plastic concrete does not exceed 90º F (32º C) until it is placed in the work. During hot weather, it may be necessary to use ice in the mixing water or to put sprinklers on aggregate piles to lower the concrete temperature.
Transporting Concrete
The time lapse, from the time water is added to the mix until the concrete is discharged into the work, must not exceed 60 minutes except as modified below. The Inspector in the field must document the time when the concrete is unloaded and assure that 60 minutes have not been exceeded. The Contractor may use, at his own expense, an approved water-reducing set retarding admixture or a retarding admixture for any concrete, and the time may be extended an additional 30 minutes (from 60 to 90 minutes).
Use of completed subgrade or base as roadway for transporting materials should be discouraged except in case of crossovers, or in case of unusual circumstances when it is impractical to operate outside the pavement area. When these unusual conditions exist and equipment is operated on the subgrade or base, increased inspection must focus on these areas to assure compliance with specification requirements before concrete is placed. Increased inspection is necessary to avoid displacement of forms, rutting of surface, and variation from crown tolerances.
When hauling units operate on completed pavement that is opened to construction traffic, they must observe the legal load limits. Generally, dual rear axle units hauling 7 cubic yards (5.4 cubic meters) of concrete are in excess of the legal limit and will not be permitted to operate on the completed pavement when loaded. If the Contractor desires to haul loads containing more than 7 cubic yards (5.4 cubic meters) of concrete and intends to use portions of the completed pavement for the loaded trucks, the Contractor must submit the necessary data to show that the loaded trucks are within legal limits. This data must be submitted to the District office for review.
Periodic inspection must be made of all hauling units. Items to be checked include:
1. Do not permit build up of hardened concrete or cement.
2. Mixing blades of transit mix trucks should be in working order.
3. Revolution counters on transit mix trucks must be in working order.
4. Wash water in the drum of transit mix trucks should be discharged from the mixers before recharging unless the water is metered accurately by a water meter on the transit mixer and results in uniformly consistent concrete.
Daily Report
The Concrete Inspector's Daily Report, Form TE-45, must be filled out completely for each class of concrete used each day, unless less than 50 cubic yards (38 cubic meters) of concrete is used. A filled out TE-45 report is shown in Figures 499.D and 499.E. A supplemental TE-45 form (TE-45 SUPPL.) is to be used on larger concrete placements to document numerous field tests. A blank TE-45 SUPPL. form is shown in Figure 499.F.
Daily placement of concrete less than 50 cubic yards (38 cubic meters) may be reported as described in this manual. A minimum of one group of tests and a completely filled out TE-45 required for every 50 cubic yards (38 cubic meters) placed. One copy of the report must be mailed to the District Laboratory and another copy filed in the project records.
The TE-45 is filled out for each class of concrete used each day. Reports are numbered consecutively for each day when concrete is used, but numbered reports are kept separate for each class of concrete. This form is a two-sided form that is divided into sections that are number from 1 to 9. The sections of the form are filled out in order from 1 to 9.
Figure 499.D - Form TE-45, Concrete Inspector's Daily Report (Front Side)
Figure 499.E - Form TE-45, Concrete Inspector's Daily Report (Back Side)
Figure 499.F - TE-45 Supplemental Form, Concrete Inspector's Daily Report Supplement
The following are instructions for filling out the TE-45 form:
Section 1.
1. SAMPLE ID – The “Sample ID” number is a computer-generated number. This number is generated by CMS when data is being entered onto the “Sample” screen. The number is used to refer to the TE-45 and any cylinder and/or beam specimens made that day.
2. TYPE OF INSPECTION - Typically this will be a Control Sample [CTL]; Independent Assurance Sample [IAS]; or Information [INF] sample. Other options for type of sample can be found in CMS. The following are the abbreviations and names of all types of material samples:
Abbreviation Type of Sample
BRN Brand Name
CHK Check Sample
CRT Manufacturer's Certification
CTL Job Control
DUP Duplicate
IAS Independent Assurance
INF Information
OTH Other Sample
PME Preliminary
PRE Pre-Qualified/Approved Source
QAL Quality Control Sample
SMQ Small Quantity
SUB Approved/Sub Catalog Cut
SUP Supplemental
TMP Temporary Application
VIS Visual
Visual Preliminary
3. JMF – The “JMF” space on the form is for the Job Mix Formula Number assigned to the concrete being produced and tested. The JMF is a listing of the materials that are in the mix, and should be provided by the Ready Mix producer supplying the concrete. The JMF can be verified by going to the list of Concrete JMF’s on the web site. This site can be accessed by clicking on Construction, Materials Management, Information List, and Concrete JMFs. Select the type of concrete. The list is sorted first by fine aggregate and then by the coarse aggregate.
4. MATERIAL CODE - The "Material Code" section of the TE-45 form is a number assigned to the type of concrete represented by the sample. These codes are available from the "Material" Screen in the Construction Management System. The material code can be determined from the same list as No. 3 above for the class of concrete being used.
5. CLASS OF CONCRETE - The class of concrete to be used on any given item should be determined from the plans. Just place the name of the class in this box.
6. DATE MADE - This is the date that the concrete is made.
7. P/S CODE – This is the Producer / Supplier code. In this case, it is the code for the Ready Mixed Concrete Company. This number can be found in CMS by going to the PRD screen. When prompted to enter the Producer/Supplier Code, press the <F4> button on the keyboard. In the BEGIN ABBR NAME section, enter the first 3 to 4 letters of the company name and push <tab>. In the END NAME section, enter the first 3 or 4 letters again, but this time press a higher letter in the alphabet for the last letter. <Tab> down the list to the company that you are looking for. The material code is listed here or you can press <Enter> for more information on the plant. There is also an indicator on the right side of the screen to let you know if a plant is active (A) or inactive (I).
8. CONCRETE PRODUCER - Enter the name and location of the Ready Mixed Concrete Company.
9. REPRESENTS QUANTITY - The "Represents Quantity" space is provided to show how many cubic yards (cubic meters) of concrete the TE-45 represents. The space shows how much concrete was produced during the day the report represents. This value can be found in the contract documents such as the plans or the proposal.
10. PERSONNEL ID - An identification number (Social Security No.) of the inspector performing the test.
11. DATE SHIPPED - The day that cylinders are taken from the project to be shipped to the central or district lab for testing.
12. PROJECT NO. - The project number for the project.
13. PROJECT INDICATOR - Indicate if the concrete is for a project or a Purchase Order.
14. ITEM CODE / REF. NUMBER / QUANTITY - Information from the contract documents.
15. PLACEMENT LOCATION - Indicate where the concrete is being placed. Be specific about which lane, etc.
16. WEATHER - Can be completed as the concrete placement is taking place. Should be used as a reminder to check the conditions before the placement, and throughout the placement in order to determine the evaporation rate.
Section 2
1. AGGREGATE MOISTURE - Use this section to calculate the % moisture of the aggregates being used in the concrete mix. Space is provided for one fine aggregate and two coarse aggregates.
2. ADMIXTURES - Indicate the brand, type, and dosage rate of the admixtures being used. This can be found on the JMF screen.
Section 3
1. MATERIAL - Indicate what type, size, class, or grade of material being used.
2. MATERIAL CODE - One place to get this information is on the PCJMF screen in CMS. Material Codes are given in the first column of the list. Make sure that the materials being used are the same as the materials in the JMF.
3. PROD. / SUPPL. CODE - The producer supplier code is also on the JMF screen. Caution: The P/S code on the JMF for the cementitious material is 04302-01 - State General Materials, DO NOT USE THESE MATERIAL CODES. Determine the names and P/S Codes of the actual materials being used. Make sure that the materials being used are certified or approved for use with ODOT.
a. CEMENT - Look on the approved list on the Materials Management web site under S 1028 - Cement Certified List. Make sure to use the code for a MFG PLANT and not a TERMINAL Location. The MFG PLANT location should be on the Bill of Lading for the cement.
b. FLY ASH - Look on the approved list on the Materials Management web site under S 1026 - Fly Ash Certification List.
c. GGBF SLAG - Acceptable sources of this material can be found in the ISRC screen of CMS. Use material code 37603 for GRADE 100 material and 37604 for GRADE 120 material.
d. MICRO SILICA - Acceptable sources of this material can be found in the ISRC screen of CMS. Use material code 37601 for POWDER material and 37601S for SLURRY material
4. PRODUCER/SUPPLIER & LOCATION - Enter the name and location of the producer or supplier of each material.
5. SPECIFIC GRAVITY - The information for the actual (act.) specific gravities can be found on the Office of Materials Management website under Information, Aggregate, and Specific Gravities List. The sources are listed in alphabetical order. The desired source name can be quickly found by using the <Find> button (binoculars). Use the SSD values. The Design (dsgn) specific gravity can be found in the Construction and Materials Specification book, Supplemental Specification, Proposal Note, or Plan Note for the project.
6. ABSORPTION - This information is also on the Specific Gravity list mentioned in 23 (above).
7. SPECIFIED SSD WEIGHT (1 yd3) - these weights are taken from 499.03 in the Construction and Materials Specification Book, Supplemental Specifications, Proposal Notes or Plan Note for the project. They are also on the JMF. If a contractor-designed mix (QC/QA) is used, these values, along with the design Specific Gravities and Absorptions, can only be found on the JMF.
Section 4
1. CORRECTED SSD WEIGHT (for Sp. Gr) - This is the SSD design weight of the aggregates adjusted for specific gravity. This is calculated by multiplying the SPECIFIED SSD WEIGHT by the actual SSD specific gravity and dividing by the design specific gravity.
|
|
(Equation 499.3) |
where:
![]() = Design Weight
(SSD) from the appropriate table in 499.03 or 499.04
= Design Weight
(SSD) from the appropriate table in 499.03 or 499.04
DSG = Design Specific Gravity from Table 499.A
ASG = Actual SSD Specific Gravity to be used on the project
Adjusted ![]() = Design
Weight (SSD) adjusted for the actual aggregate specific gravity
= Design
Weight (SSD) adjusted for the actual aggregate specific gravity
Section 5
2. AGGREGATE QUANTITIES FOR 1 yd3 BATCH WITH CORRECTIONS FOR MOISTURE - This form is set up so that the batch weights can be determined 3 times during a placement. Each aggregate used should be adjusted for moisture in the following manner:
a. CORRECTED SSD DESIGN WEIGHT - Enter the CORRECTED SSD WEIGHT from section 4 in column (A).
b. MOIST = Enter the total aggregate moisture % that was determined in section 2 row G.
c. ABS = Enter the aggregate absorption % from section 3 under ABSORPTION.
d. The free moisture correction factor is calculated from Equation 499.12:
FMCF = ![]()
Use the % total moisture in the aggregate at the time of its use (the number after “MOIST = ”) to determine the total moisture correction factor, the numerator in the above equation (see Equation 499.9). Use the % absorption of that particular aggregate (the number next to “ABS = ”) to determine the absorbed moisture correction factor, the denominator in the above equation (see Equation 499.11).
The formula involves changing the two %’s to a decimal form (by moving the decimal place 2 places to the left) and adding 1.
FMCF = ![]() =
=![]() =
=![]()
e. BATCH WEIGHT - The batch weight is determined by multiplying the corrected SSD weight by the free moisture correction factor. It is easiest to think of the correction factor in terms of separate values for the moisture and absorption. The form is set up so that corrected SSD weight is multiplied by the value calculated by the top number and divided by the value calculated from the bottom number. For example:
|
Corrected SSD Design Weight (A) |
|
BATCH WEIGHT (C) |
CHANGE TO WATER (D) |
|
1330 |
MOIST = 4.67 |
1330x |
|
|
ABS = 0.74 |
f. CHANGE TO WATER – Subtract the Corrected SSD Design Weight from the Batch Weight to determine the need to change the water. A positive number indicates that there is excess (free) moisture on the aggregate and will contribute to the mix water. If the number is negative, the aggregates are dry and will absorb water from the mix water.
g. Repeat the process for the different aggregates in the mix. Indicate what percent of the total coarse aggregate an aggregate is if two coarse aggregates are blended.
Section 6
1. TOTAL CHANGE TO WATER BY AGG. - Sum the CHANGE TO WATER’s for all of the aggregates in the batch.
Section 7
1. WATER - This section determines how much water needs to be added to the mixer after adjusting for water (either provided to or taken from the mix from other sources).
2. W / Cm - Determine the required Water/Cementitious Ratio (W/Cm) from the contract documents or JMF.
3. TOTAL WATER - Sum the weights of all of the cementitious materials and multiply by the Water/Cementitious ratio to determine the total allowable water.
4. AGG. MOISTURE ADJUSTMENT - Enter the negative of the number in 6 If the aggregates are wet, the number should be negative. If they are dry, the resulting number should be positive.
5. WATER IN ADDITIVES - Water in additives needs to be accounted for in the mix water. This is generally used when the micro silica used is in slurry form. You would then determine the amount of solid, determine how much is used, and how much of the slurry was water.
Example: A slurry mix is used in a Class HP4 mix. There is to be 30 lbs of micro silica in each yd3 of concrete. Determine how much slurry is needed per yd3 and how much water is contributed to the mix if the slurry contains 42% micro silica solids.
30 lbs micro ÷ 0.42 = 71.4 lbs of slurry required
71.4 lbs slurry - 30 lbs micro = 41.4 lbs of water added to the mix
6. WATER ADDED AT MIXER - Is equal to the TOTAL WATER minus any free moisture or plus any absorbed moisture in the AGG. MOISTURE ADJUSTMENT minus any appreciable WATER IN THE ADDITIVES.
Section 8
1. BATCH WEIGHT- fill in the amount of aggregates indicated in section 5; carry over the amount of cementitious material in section 3; and enter the amount in section 7. Multiply those amounts by the size of the loads to determine the specified batch weights.
Section 9
1. YIELD - CONSISTENCY - TEST SPECIMENS - This section is completed as the concrete is being placed and tested as follows:
a. TIME - Indicate the time that the trucks are being discharged. This should fall within the 60 or 90 minute limit allowed by the specification.
b. CONCRETE TEMP - The concrete temperature should be taken and entered in this section.
c. STATION - Specify where the concrete that is being sampled and tested is being placed.
d. UNIT WT. - The unit weight is determined by testing the concrete according to ASTM C 29.
e. BATCH SIZE - This amount should be established prior to the placement with the Ready Mixed Concrete producer.
f. TOTAL BATCH WEIGHT - This information should be available from the batch ticket received on every load of concrete.
g. YIELD - The yield is calculated by dividing the Total Batch Weight by the Unit Weight to get the total number of cubic feet in the truck and divided again by the batch size to determine the number of cubic feet in a cubic yard.
h. SLUMP - Determined from test results.
i. AIR - Determined from test results.
j. BEAMS - If a beam is made, indicate the strength result and age in the row of the truck from which it was taken. A mark may need to be made during the concrete placement as a reminder of which load the sample represents.
k. CYLINDERS - If cylinders are taken, indicate the specimen numbers in this area.
2. TE-45 SUPP - If more lines are needed than are provided in section 9, a TE-45 Supplement form is available on the web. This is a continuation of section 9 without the need for the other information that is already completed. The information on this form should be used when entering the required data into CMS.
Check List for Inspection
1. Check foundations of stockpiles for proper preparation and adequate drainage.
2. Check bins for adequate partitions to prevent intermingling of aggregate.
3. Check scales with test weights throughout range of use and determine percent of error. If error is greater than ± 0.5 percent, scales must be adjusted and rechecked. Record checks made on TE-45.
4. Check scales for seal by the Sealer of Weights and Measures or of a scale servicing company. Record on TE-45.
5. Check water meter for accuracy. Record on TE-45.
6. Check admixture dispensers for accuracy. Record on TE-45.
7. Check mixers to assure that hardened concrete is not built up around blades.
8. Inspect hauling units for cleanliness, condition of blades, and operation of counters.
9. Check to assure that all materials have been sampled, tested, and approved or certified prior to start of concrete production.
10. Observe stockpiling of aggregate to assure that handling does not cause segregation, contamination, or intermingling.
11. Adjust quantities obtained from the Concrete Table for specific gravity, moisture, and absorption. Set these adjusted batch weights on appropriate scales.
12. Observe charging of plant bins to assure that materials are not being intermingled.
13. Observe batching operations at start of production and periodically thereafter.
14. Check scales for "zeroing." Have adjustments made when needed.
15. Make adjustments as needed to maintain air, slump, and yield within specified tolerance.
16. When adjustments are made in the mix design, check to assure that proper batch weights are set on the scales.
17. Periodically check transit and central mixers to assure compliance with manufacturer's recommended mixing speeds.
18. Complete TE-45 Report and submit to the District laboratory.
Conversion Factors
|
|
MULTIPLY |
BY |
TO GET |
|
Area
|
1 square foot 1 square inch |
0.0929034* 645.16* |
square meter (m²) square millimeter (mm²) |
|
Length
|
1 inch 1 foot 1 mile |
25.4* 0.3048* 1.609344 |
millimeter(mm) meter (m) kilometer (km) |
|
Mass |
1 pound |
0.453592 4 |
kilogram (kg) |
|
Mass per volume |
1 pound/cubic foot 1 pound/cubic yard 1 pound/gallon |
16.018846 0.5932764 0.1198264 |
kilogram/cubicmeter (kg/m³) kilogram/cubic meter (kg/m³) kilogram/liter (kg/L) |
|
Pressure (stress) |
1 pound/square inch 1 pound/square foot |
0.0068944 47.88026 |
megapascals (Mpa) pascal (Pa) |
|
Temp |
Fahrenheit (oF) |
(oF-32)/1.8) |
Celsius (oC) |
|
Volume |
1 fluid ounce 1 cubic yard 1 cubic foot 1 cubic foot 1 gallon |
29.57353 0.7645549 0.02831685 28.31685 3.785412 |
milliliter (mL) cubic meter (m³) cubic meter (m³) liter (L) liter (L) |
|
Volume per mass |
1 fluid ounce / cubic yard 1 fluid ounce / 100 pounds 1 gallon / cubic yard |
38.68071 65.19847 4.951132 |
milliliter/cubic meter (mL/m³) milliliter/100 kilogram (mL/100 kg) liter/cubic meter (L/m³) |
*exact conversion
AASHTO M 157
The following is a direct reprint from AASHTO M 157 Standard Specification for Ready-Mixed Concrete. The reprint is only the paragraphs referenced in 499.05 B. of the specifications (Sections 10, 11.2, 11.5, 11.6).
AASHTO M 157 Sections 10, 11.2, 11.5, 11.6
10. Mixers and Agitators
10.1 Mixers may be stationary mixers or truck mixers. Agitators may be truck mixers or truck agitators.
10.1.1 Stationary mixers shall be equipped with a metal plate or plates on which are plainly marked the mixing speed of the drum or paddles, and the maximum capacity in terms of the volume of mixed concrete. When used for the complete mixing of concrete, stationary mixers shall be equipped with an acceptable timing device that will not permit that batch to be discharged until the specified mixing time has elapsed.
10.1.2 Each truck mixer or agitator shall have attached thereto in a prominent place a metal plate or plates on which are plainly marked the gross volume of the drum, the capacity of the drum of container in terms of the volume of mixed concrete, and the minimum and maximum mixing speeds of rotation of the drum, blades, or paddles. When the concrete is truck-mixed as described in 11.1.3, or shrink mixed as described in 11.1.2, the volume of mixed concrete shall not exceed 63 percent of the total volume of the drum or container. When the concrete is central mixed as described in 11.1.1, the volume of concrete in the truck mixer or agitator shall not exceed 80 percent of the total volume of the drum or container. Truck mixers and agitators shall be equipped with means by which the number of revolutions of the drum blades, or paddles may be readily verified.
10.2 All stationary and truck mixers shall be capable of combining the ingredients of the concrete within the specified time or number of revolutions specified in Section 10.5, into a thoroughly mixed and uniform mass and of discharging the concrete so that no less than 5 of the 6 requirements shown in Table 5 shall have been met.
TABLE 5- Requirements for Uniformity of Concrete
|
Test Requirement Expressed as Maximum Permissible Difference in Results of Tests of Samples Taken from Two Locations in the Concrete Batch
|
|
|
Weight per cubic foot (weight per cubic meter) calculated to an air-free basis, lb/ft3 (kg/m³) |
16 (1.0) |
|
Air content, volume percent of concrete |
1.0 |
|
Slump: |
|
|
If average slump is 102 mm (4 in.) or less, mm (in.) |
25 (1.0) |
|
If average slump is 102 mm to 152 mm (4 to 6 in.), mm (in) |
38 (1.5) |
|
Coarse aggregate content, portion by weight of each sample retained on No. 4 (475-mm) sieve, percent |
6.0 |
|
Unit weight of air-free mortar a based on average for all comparative samples tested, percent |
1.6 |
|
Average compressive strength at 7 days for each sample,b based on average strength of all comparative test specimens, percent
|
7.5 c |
|
a - "Test for Variability of Constituents in Concrete." Designation 26, Bureau of Reclamation Concrete Manual, 7th Edition. Available from Superintendent of Documents, U.S. Government Printing Office, Washington, D.C. 20402. b - Not less than 3 cylinders will be molded and tested from each of the samples. c - Tentative approval of the mixer may be granted pending results of the 7-day compressive strength tests. |
|
Note 5 - The sequence or method of charging the mixer will have an important effect on the uniformity of the concrete.
10.3 The agitator shall be capable of maintaining the mixed concrete in a thoroughly mixed and uniform mass and of discharging the concrete with a satisfactory degree of uniformity as defined by Appendix A.
10.4 Slump tests of individual samples taken after discharge of approximately 15% and 85% of the load may be made for a quick check of the probable degree of uniformity (Note 6). These two samples shall be obtained within an elapsed time of not more than 15 min. If these slumps differ more than that specified in Annex A1, the mixer or agitator shall not be used unless the condition is corrected, except as provided in 10.5.
Note 6 - No samples should be taken before 10 percent or after 90 percent of the batch has been discharged. Due to the difficulty of determining the actual quantity of concrete discharged, the intent is to provide samples that are representative of widely separated portions, but not the beginning and end of the load.
10.5 Use of the equipment may be permitted when operation with a longer mixing time, a smaller load, or a more efficient charging sequence will permit the requirements of Appendix A to be met.
10.6 Mixers and agitators shall be examined or weighed routinely as frequently as necessary to detect changes in condition due to accumulations of hardened concrete or mortar and examined to detect wear of blades. When such changes are extensive enough to affect the mixer performance, the proof-tests described in Appendix A shall be performed to show whether the correction of deficiencies is required.
11. Mixing and Delivery
11.2 Mixers and agitators shall be operated within the limits of capacity and speed of rotation designated by the manufacturer of the equipment.
11.5 Truck-Mixed Concrete- Concrete that is completely mixed in a truck mixer, 70 to 100 revolutions at the mixing speed designated by the manufacturer to produce the uniformity of concrete indicated in Appendix A. Concrete uniformity tests may be made in accordance with 11.5.1. and if requirements for uniformity of concrete indicated in Appendix A are not met with 100 revolutions of mixing, after all ingredients, including water, are in the drum, that mixer shall not be used until the condition is corrected, except as provided in Section 10.5. When satisfactory performance is found in one truck mixer, the performance of mixers of substantially the same design and condition of blades may be regarded as satisfactory. Additional revolutions of the mixer beyond the number found to produce the required uniformity of concrete shall be a designated agitating speed.
11.5.1 Sampling for Uniformity of Concrete Produced in Truck Mixers- The concrete shall be discharged at the normal operating rate for the mixer being tested, with care being exercised not to obstruct or retard the discharge of approximately 0.1 m 3 (2 ft 3 approximately) shall be taken after discharge of approximately 15 percent and 85 percent of the load (Note 6). These samples shall be obtained within an elapsed time of not more than 15 min. The samples shall be secured and shall be kept separate to represent specific points in the batch rather than combined to form a composite sample. Between samples, where necessary to maintain slump, the mixer may be turned in mixing direction at agitating speed. During sampling, the receptacle shall receive the full discharge of the chute. Sufficient personnel must be available to perform the required tests promptly. Segregation during sampling and handling must be avoided. Each sample shall be remixed the minimum amount to ensure uniformity before specimens are molded for a particular test.
11.6 When a truck mixer or truck agitator is used for transporting concrete that has been completely mixed in a stationary mixer, any turning during transportation shall be at the speed designated by the manufacturer of the equipment as agitating speed.
AASHTO M 157 Appendix A
(Mandatory Information)
A1. CONCRETE UNIFORMITY REQUIREMENTS
A1.1 The variation within a batch as provided in Table 5 shall be determined for each property listed as the difference between the highest value and the lowest value obtained from the different portions of the same batch. For this specification the comparison will be between two samples, representing the first and the last portions of the batch being tested. Test results conforming to the limits of five of the six tests listed in Table 5 shall indicate uniform concrete within the limits of this specification.
A1.2 Coarse Aggregate Content, using the washout test, shall be computed from the following relations:
P = (c/b) x 100
where:
P = weight % of coarse aggregate in concrete;
c = saturated surface-dry-weight in kg (lb) of aggregate retained on the No. 4 (4.75-mm) sieve, resulting from washing all material finer than this sieve from the fresh concrete, and
b = weight of sample of fresh concrete in unit weight container, kg (lb).
A1.3 Unit Weight of Air Free Mortar shall be calculated as follows:
A1.3.1. Inch-pound units:
A1.3.2. Metric units:
where:
M = unit weight of air-free mortar, kg/m³ (lb/ft³);
b = weight of concrete sample in unit weight container, kg (lb);
c = saturated surface-dry-weight of aggregate retained on No. 4 (4.75-mm) sieve, lb (kg),
V = volume of unit weight container, ft³ (m³),
A = air content of concrete, percent, measured in accordance with Section 18.1.4 on the sample being tested; and
G = specific gravity of coarse aggregate (SSD).
Documentation Requirements - 499 Concrete
1. Fill out form CA-C-1 and TE-45
2. If water is added at project site, 30 additional mixing revolutions are required
3. Insure that specified w/c ratio is not exceeded
4. Time loaded is the first time that water and cement meet
5. Record temperature of mix
6. Record mix design adjustments on form TE-45
7. Check moistures of aggregates at plant; make sure that correct aggregates are used for given JMF
8. Insure that batch tickets are provided as specified in 499.08