401 Asphalt
Concrete Pavements – General
General requirements for mix
production and construction of asphalt concrete pavement courses are included
in Item 401. The Contractor
responsibilities in supplying and placing a quality asphalt pavement are
summarized in C&MS
401.01 paragraph 3.
Other specific requirements
for flexible pavement production, quality control, and mix design are included
in Item 402
Asphalt Concrete Mixing Plants, Item 403
Asphalt Concrete Quality Control and Acceptance, and Item 441
Contractor Mix Design and Quality Control - General. Requirements for the specific pavement
courses are found in the specifications under the contract item designation (301,
442,
446,
448
etc.).
The quarterly posting of Supplemental
Specification (SS) 800 on ODOT’s website is used
to update the C&MS. Plan sets list
the SS800
that is in effect for every project.
Check the plan set to ensure you are using the correct SS800
posting since specifications change over time.
Asphalt concrete is a mixture
of aggregate and asphalt material. The
asphalt material used in these mixtures has a relatively high viscosity at
normal temperatures. It is necessary to heat the aggregate and asphalt material
to permit mixing, placing, and compacting.
Asphalt concrete may be used
in new construction as the entire pavement structure or it may be used with
other materials in a layered pavement structure. Extensive use of asphalt concrete is made for
rehabilitating existing pavements by resurfacing or widening and
resurfacing. Asphalt concrete is particularly
adaptable to this type of work, where disruption of normal traffic flow must be
kept to a minimum. Although written with
reference to new construction, the instructions contained herein also apply to
rehabilitation construction.
Asphalt concrete mixtures are
produced in a central proportioning and mixing plant. At the plant, aggregate is dried and heated
to the mixing temperature and combined with the specified asphalt
material. On completion of mixing, the
asphalt mixture is discharged directly into trucks, or conveyed to surge bins
or silos, from which trucks are loaded for transport to the project.
Asphalt concrete is placed by
mechanical pavers. After it is placed, the mixture must be compacted using the
proper compaction equipment before it cools and becomes unworkable.
Item
403.03 requires
the Contractor to provide a FQCS, who is a
company employee who is at the paving site and is responsible for the quality
of the asphalt being placed. The FQCS is
responsible for identifying problems (see C&MS 401.01
paragraph 3) with the placement and immediately works to make corrections. Address all field quality issues with the FQCS and document
all problems and all corrections. When
the FQCS is not
responsive, refer the problem to the Engineer for resolution. An FQCS can have his
approval removed for failure to perform his duties. A list of approved FQCS personnel,
by contractor, can be found on ODOT’s website.
The
Inspector assigned to the placing of asphalt concrete should closely observe
the placing of each type of mixture for indications of deficiencies in the
mixture composition. If the mixture
appears to be deficient in any of the following respects, notify the District
plant monitor and the FQCS immediately,
and note on the Inspector’s Daily Report.
The Engineer should be consulted when there is mix deficiencies that
need addressed. In some cases,
production should cease immediately.
A
Job Mix Formula (JMF) is submitted by the Contractor
using the contract mix specifications for the contract asphalt concrete (446, 448, etc.). The Laboratory must provide conditional
approval of all JMFs before production of any asphalt
concrete. A JMF
is not considered “approved” until it has been used successfully in the
field. The JMF
provides the proportions of the aggregates and Reclaimed Asphalt Pavement
(RAP), Reclaimed Asphalt Shingles (RAS), and binder content, along with the
optimal compaction temperature for the asphalt mix. This information is used in quality control
for production and in field inspection.
The Contractor quality control requirements for asphalt concrete are
provided in Item 403.
Laboratory
personnel must inspect and approve the mixing plant that will be used by the
Contractor prior to the production of any asphalt concrete. Specification Item 402 and Supplement 1101
provides detailed requirements for asphalt mixing plants.
There
are specific requirements for air and surface temperatures in Item 401.06 that must
be met before paving can start. In all
cases, the existing surface to be paved must be dry and with weather conditions
that allow proper handling placement and compaction. Table 401.06-1 provides minimum surface
temperature requirements based on the thickness of the course being
placed.
The
air temperature must be 40 °F for all surface courses. For any surface course using a polymer
modified asphalt binder the surface and air temperature must be at least 50
°F.
This
specification prohibits Contractors from scheduling placement of a surface
course with a polymer modified asphalt binder after November 1, regardless of
the pavement or air temperature.
Although the Department, in certain circumstances, may allow the
placement of a polymer modified surface course after November 1, this practice
should be avoided if at all possible.
Ensure the Engineer has concurred with any decisions that conflict with
this prohibition. Where the Engineer
does allow paving after November 1, ensure the Contractor is taking all
precautions to ensure complete roller coverage before the mix cools below the
laboratory, compaction temperature stated on the approved JMF.
Surface
temperature measurements should be taken using the following procedures:
·
When
taking a reading in the sun, place the thermometer on the pavement and then
shade that area with a clipboard, cardboard, or other available shading
material. Take the temperature reading
after approximately 3 minutes. The
intent is not to shade the area to allow it to cool, but to protect the
thermometer from obtaining a false reading due to direct exposure to the
sun.
·
The
surface temperature should not be taken under the only shade tree or at the
only sunny (unshaded) spot on the project. The surface temperature should be taken at a
representative area.
·
The
surface temperature should be taken in the lane to be paved and not the
adjacent berm.
·
On
Portland cement concrete pavements where flexible repairs have been performed,
the surface temperature of the Portland cement concrete will be the governing
temperature.
·
A
new surface temperature should be taken when the existing pavement surface
material changes (asphalt concrete to Portland cement concrete or vice versa)
to ensure that the new surface meets the minimum temperature
specification. If this specification is
not met, paving operations must be discontinued until the surface reaches
specification temperature. Paving
operations may be moved to a different area of the project where the surface
meets minimum specification temperature.
Placing
thin, surface courses at temperatures near the applicable temperature limits
may require the Contractor to employ special precautions to produce a
satisfactory surface. These precautions
include avoiding paver stops, keeping the rollers close to the paver, adding
additional rollers, and providing proper insulation for the trucks hauling the
material.
It
is the Department’s responsibility to instruct the Contractor to stop paving
operations in the event of rain. It is
the Contractor’s responsibility to stop plant production. If the Contractor will not stop placement,
notify the Engineer.
During
a rain event, a load of material in the process of being dumped into the paver
may be placed with the requirement that the rollers follow closely behind the
paver and a construction joint is formed at the end of the run. Do not allow waiting trucks to be dumped and
placed. The material in the waiting
trucks will retain sufficient heat for proper placing and compacting for an
hour or more depending on the ambient temperature. Water can be kept from accumulating on the
covers of the trucks and draining into the asphalt mixture by raising the truck
beds slightly. These loads may be placed
when conditions improve if the asphalt temperature is acceptable and the
surface being paved is in a reasonably dry condition.
The
Contractor is required to notify the Engineer at least 24 hours before starting
paving on a project. It is a recommended
practice for the Engineer to call for a meeting to discuss the material and
equipment to be used.
Included
in the specifications (401.11) are the
requirements concerning the condition of the vehicles used to haul asphalt
concrete mixtures and the distance the mixture may be transported.
Check
the trucks for compliance with the specifications as they arrive at the paving
site. In particular, look for the
following:
·
The
bed tarp is in good condition and covers the bed. Contact the testing office if any concerns.
·
Small
portions of the load are not isolated from the mass on projections such as
extensions over cabs.
·
The
load is discharged evenly, without surging in the paver hopper, and without
jogging the vehicle when it is in contact with the paver.
·
As
the bed is raised, it does not come in contact with the paver.
·
Uniform
contact between the truck and the paver is maintained as the paver pushes the
truck during unloading.
·
Excess
release agent is not being used on the truck bed.
·
Diesel
fuel is not being used as a release agent.
If diesel is smelled in a load notify your testing office.
·
Insulation
is required when the air temperatures are below 50 °F or haul length exceeds 20
miles, check to see that all trucks are properly insulated and permit only
approved trucks to be loaded.
Notify
the Contractor when deficiencies are found.
When corrections are not satisfactory and difficulties persist, the
vehicle in question should be removed from the project. Contact the testing office with any issues.
The
Contractor is to provide a place off the project for cleaning trucks when
hauling polymer modified asphalt binder mixes or when material is sticking to
the truck bed. If the sticking to the
truck bed is determined to be from excessive cooling of the mix, the Engineer
will require an insulated bed.
Each
load of asphalt is delivered to the project accompanied by a plant ticket with
the load tonnage. The plant ticket must
contain the date; project number; load gross, tare, and net weight; the JMF and material identification; producer name; producer
location or plant number; and the time the truck left the plant. When the load
is accepted at the paving site, the Inspector records the placement location
and initials the ticket.
Asphalt
pavers shall be self-propelled, mechanical spreading and finishing equipment,
provided with a screed assembly capable of distributing the material to the
full width of the lane being paved. The
type of equipment suitable for spreading asphalt concrete depends on the
particular paving operation to be performed: mainline, widening, berm,
intersections, and whether the pavement course to be placed is base,
intermediate, or surface. Spreading
equipment requirements are stated in 401.12.
The
Contractor should use means and methods approved by the asphalt spreader
manufacturer consisting of, but not limited to, any combination of chain
curtains, deflector plates, or other such devices that will eliminate
segregation.
Certain
pavers require modifications. C&MS
Item 401.12 lists the
pavers that require modification. The
Contractor must submit a certification statement to the Engineer which states
that the paver to be used is modified and approved as per 401.12.
Pavers
that leave ridges, indentations, or other marks in the surface shall not be
used. The Engineer shall determine
whether a paver is providing an acceptable asphalt mat that is ready for
compaction. See C&MS 401.01 Paragraph
3.
The
basic types of pavers found in current practice are described in the following
paragraphs.
A
standard asphalt paver consists of a tractor with a receiving hopper, a
conveying and distributing system, and a floating screed. The screed is essentially a rectangular
trowel which floats on the surface of the asphalt mixture. The tractor pulls
the screed by means of two shafts, or arms, hinged to each side of the tractor.
The thickness of placed material is regulated by adjusting the angle of the
screed with respect to the arms. This
adjustment causes the screed to rise or fall until a condition of equilibrium
is reached. Vibrating or tamping devices
on the screed maintain a uniform flow of mixture under the screed. A heating
system is provided to bring the screed to operating temperature at the
beginning of work and to maintain proper screed temperature in cool weather.
The
paver must have an automatic control system that maintains the screed in a
constant position relative to grade, profile, and cross-slope references. These references must be capable of
controlling the screed position independent of irregularities in the underlying
surface and the paver operation.
When
paving in excess of the nominal paver width, only a screed extension with full
auger extensions and the ability to heat should be used. Strike-off plates may only be used on
adjacent berm areas.
Look
for the following items when considering approval:
·
Equipment
must have sufficient size, power, and stability to receive the asphalt concrete
material without erratic operation.
·
Equipment
must be capable of placing the material accurately in regard to line and grade.
·
Asphalt
concrete must be fed uniformly across the width of the screed without surges
(which produce corresponding roughness in the finished surface).
·
Asphalt
concrete mixture behind the screed must have a uniform appearance across the
full width of the course.
It
is the Contractor’s responsibility to make any necessary adjustments in the
paver operation. The Inspector, however,
should be familiar with the working of the paver, the effect of wear on paver
operation, and the effect of various paver adjustments on the placing
operation.
Where
the use of a standard paver cannot be used due to irregular areas or size,
special paver types can be approved by the Engineer. One type is the offset blade strike-off
paver. This type of paver has a
receiving hopper that feeds asphalt to a side-mounted strike-off blade. The tractor to which the hopper is attached
operates on the surface adjacent to the area being paved. The blade is attached to the tractor and can
be adjusted for width, elevation, and cross-slope. These pavers are used to place asphalt
concrete for pavement widening, berm paving, pavement repairs, and other
applications where a relatively narrow width is to be placed.
Compaction
of asphalt concrete is governed by 401.16, 446.05, or 448.03 depending on the contract item
designation. Item 446 is accepted
by density testing and the roller selection is at the discretion of the
Contractor, not governed by 401.13. This is also the case for 448, when it is
accepted by field density testing using Supplement 1055. Acceptance by density testing allows the
Contractor to select the type and number of rollers needed to obtain proper
compaction, and thus, receive full compensation. When compliance with 401.13 is not
required, rollers must be inspected for general working condition, leaks, and
suitability. The Department retains the
right to reject the use of rollers which are not in good repair or are not
designed to do the required work fully and satisfactorily.
Where
Item 448 is not
accepted by density testing, and for Items 301 and 302 Asphalt Concrete Base,
the requirements of 401.13 apply.
For
asphalt concrete items requiring compliance with item 401.13, all rollers must be
inspected for conformance with the specifications before paving begins.
Steel
drums and rubber tires used for compaction should have the necessary
accessories to prevent adhesion to the mixture. They should be kept moistened
with water, water containing a detergent, or water containing an approved
release agent. Excessive use of liquid
should be prohibited.
Pneumatic
tire rollers must be self-propelled, reversible units with vertical oscillation
on all wheels, on at least one axle. The
Contractor should determine the tire inflation pressure necessary to meet the
specified minimum contact area and contact pressure requirements. The Contractor should furnish the tire
manufacturer’s charts or tabulations to the Engineer for verification of the
required inflation pressure. Tire
inflation pressure should be maintained within 5 pounds per square inch (35 kPa) of the required pressure.
Approval
of specialized equipment proposed for compaction, in areas inaccessible to the
specified rollers, should be based on obtaining equal results.
Tables
401.13-1 through 401.13-3 list the specific requirements for rollers.
TABLE
401.13-1 ROLLER CAPACITY
TABLE
401.13-2 STEEL WHEEL ROLLERS
TABLE
401.13-3 PNEUMATIC TIRE ROLLERS
The
surface on which an asphalt concrete course is to be placed must be free from
material accumulations that would contaminate the mixture, prevent bonding, or
interfere with placing operations. The
surface of the existing pavement should be inspected before the paving
operation begins, and should be cleaned of all foreign material, particularly
dust, in accordance with 401.14. The surface should be checked a short
distance in front of the paver to ensure that the surface has not become
contaminated during the construction operation.
A dirty or very dusty surface reduces the ability of the tack coat to
bond, resulting in a potential slippage plane between the existing surface and
the asphalt overlay.
Prior
to placing asphalt concrete on a pavement course constructed under the same
contract, the condition of this previously approved work should be
inspected. Where the approved subgrade
or pavement course has become loosened, rutted, or otherwise defective, the
deficiency must be corrected before the placing of a subsequent course is
permitted. Hauling of materials over an
asphalt concrete base course, for example, may cause cracking when there is not
sufficient pavement thickness to carry heavy loads or where excessive
deflection occurs over soft areas developed in the subgrade. Where cracking of the pavement occurs in such
a case, the strength due to slab action is destroyed, and the affected material
must be removed and replaced after correcting the cause of the failure.
A
tack coat is applied to an existing surface and to a new asphalt surface in
preparation for the next course. Tack
materials are asphalt emulsions conforming to C&MS Item 702. The following types are allowed 702.04 RS-1,
SS-1, SS-1H, CRS-1, CSS-1 or CSS-1H, or 702.13.
The
plans will indicate where tack is to be placed.
In the case where the plans do not specify tack between an intermediate
and surface course, this specification makes that application a requirement.
The
specification requires all vertical faces that will be in contact with an
asphalt course to be coated with asphalt material of a type specified in 401.03
in order to improve the bond to the new asphalt concrete course. This includes gutters, curbs, catch basin
castings, etc., and the vertical face of an existing pavement. Due to the small quantity of material
involved, approval of the asphalt material for this purpose may be based on
field inspection. The results of this
inspection are recorded on the Inspector’s Daily Report, with the material
identified as to type, grade, manufacturer, and quantity used.
In
some resurfacing contracts, a quantity of asphalt concrete may be specified in
the plans for making spot corrections, or for placing a continuous intermediate
course to correct the cross-slope and profile of the existing pavement, as
directed by the Engineer. This operation
should be controlled closely to ensure that the best possible riding quality is
obtained in the completed pavement.
Spot
corrections, when provided for in the plans, are made to correct irregularities
such as cross-slope or profile problems.
Spot corrections can include a leveling or “scratch” course. These corrections are made prior to placing
the intermediate or surface course.
Unless specifically detailed on the plans, the Engineer will locate
deficiencies in the existing surface requiring spot correction and notify the
Contractor of the required corrective measures.
Interior edges of spot patching may be irregular, but outside edges must
conform to the specified edge alignment.
All spot corrective work must be completed to the satisfaction of the
Engineer before the intermediate or surface course is placed.
Intermediate
course of asphalt concrete can be specified to correct minor irregularities in
the existing pavement surface. Spot correction may be needed prior to placing
the intermediate course. The intermediate course should not be used to correct
major deficiencies. Inspect the placing
of the intermediate course to assure that all deficiencies have been corrected
satisfactorily. For intermediate courses
where the profile or cross-slope is not specified on the plans, the profile of
the new course should provide for a smooth riding surface, and the cross-slope
should be uniform on all tangent sections and should vary uniformly in
transition sections into superelevated sections. For an intermediate course where the profile
or cross-slope is specified, the new course should conform to the required
profile and cross-slope, within the specified limits. The procedure for checking the profile and
cross-slope is given in Section 401.19.
During
asphalt paving, careful observation of the mat behind the paver and the rollers
is required to ensure a quality and durable finished pavement. The Contractor’s FQCS is
responsible for the entire paving operation from surface preparation to
paving. The Contractor is required to
control and take prompt corrective action when the mat being placed is not free
of any defect within that Contractor’s control.
Any deficiency in the mat should be brought to the attention of the FQCS. Record the deficiency and the action taken by
the FQCS. If the FQCS does not
make changes to remedy the defects, notify the Engineer. An FQCS can have his
approval removed for failure to perform his duties. The following examples are
defects or problems during pavement preparation or paving that should be
observed and corrected.
Tack
coats are used to bond asphalt layers together to create a monolithic pavement
structure. All of the pavement layers
need to act as one in order to effectively resist the shear and tensile
stresses induced by traffic. The tack
coat keeps the pavement layers from sliding over one another and prevents layer
delamination. If the tack coat is
insufficient, the pavement life will be reduced. The proper application of tack coat is often
overlooked in the field.
Tack
must be applied in a fine, even spray that covers the entire pavement. Tack application that appears “stringy,”
spider-webbed,” streaked, or ridged is unacceptable and should not be included
for pay. Refer to Item 407 in the MOP.
Pavements
to be tacked must be properly cleaned using power brooming
or street sweeping. Where surfaces have
been milled, residual dust is a major problem, thus, creating a bond breaker
between the existing asphalt and the tack coat.
This leads to excessive truck tire pick-up. Additionally, the tack coat must be given
time to “cure” so tire pick-up is minimized.


Picture
401.15.A&B – Improper Tack Application

Picture
401.15.C – Uniform Tack Coverage
Segregation
can be caused by asphalt plant processes, improper truck loading, hand placing
and raking, and paver operation. Segregated areas are susceptible to raveling
over time and rapid pavement deterioration.
Only a dense, uniform surface texture is acceptable.
When
an asphalt mat is segregated, the coated coarse and fine aggregate particles
physically separate from each other.
Segregation can appear in a cyclical pattern or randomly across the mat. The aggregate in the mat should appear to be
uniformly graded in size from coarse to fine, behind the paver, in the finished
mat.
End-of-load
segregation occurs as cyclical V-shaped or chevron type patches in the
mat. This type of segregation is a
result of improper truck loading operation at the plant that results in the
large aggregate separating from the fine aggregate in the truck bed. This generally can be controlled by changing
loading operations at the plant.
Segregation
must be controlled by the Contractor.
The FQCS is
responsible for making changes to eliminate segregation in the mat. If the FQCS does not
make changes to remedy the defects, notify the Engineer. An FQCS can have his
approval removed for failure to perform his duties.


Picture
401.15.D&E – Examples of Segregated Mats


Picture
401.15.F&G – End of Load Segregation
The
asphalt mixture should have sufficient cohesion to remain mounded in the
vehicle during hauling, but should flow freely from the vehicle when the load
is dumped. Bumping or stopping the paver
between loads, as well as uneven flow of material into the paver hopper, will
likely leave bumps in the finished mat.
Trucks backing up to the paver hopper should never bump the paver; the
paver should move to the truck and make contact with the rear tires. During paving, asphalt should flow uniformly
from the truck into the hopper with the quantity in the hopper being maintained
at a constant level. Sudden surges cause
surface irregularities.
The
mat should have a uniform appearance across the width placed. Streaks of differing texture and pulling or
tearing of the mixture generally indicate the need for adjustments to the paver
screed and extensions. Worn screed
plates can also cause streaking behind the paver. Other causes can include low mix temperatures
and mix problems. In all cases, the FQCS is required
to make changes to correct deficiencies.
If the FQCS does not
make changes to remedy the defects, notify the Engineer. An FQCS can have his
approval removed for failure to perform his duties.


Picture
401.15.H&I – Lack of Mat Uniformity and Texture Problems


Picture
401.15.J&K – Screed Mark from Stopped Paver (left) and Pulling and Tearing
of Mat (right)
The
mixture should have sufficient stability under the rollers without excessive
displacement and movement. A bow wave in
front of a roller drum is indication that the material is not stable. Resultant small, transverse cracks after
rolling are also indication that the material is tender. Roller marks may also be an indication of an
unstable mix.


Picture
401.15.L&M - Roller “Checking” Caused by Unstable Material


Picture
401.15.N&O - Roller Marks Remaining in an Unstable Material
Asphalt
binder is used to bind the aggregate particles together. The mixture should contain enough PG
(asphalt) binder without producing a glazed or flushed appearance under the
action of roller compaction. A flushed
asphalt pavement may contain too much asphalt binder.
Another
cause of a flushed or glazed surface can be a result of opening to traffic too
soon, particularly on hot summer days.
The action of traffic tires on the hot surface can draw the liquid
asphalt binder to the surface causing a shiny, glazed appearance. Traffic
should not be permitted on a completed surface course until the mixture has
cooled sufficiently.


Picture
401.15.P&Q - Glazing or Flushing
All
asphalt paving compaction must be completed before the mixture cools below a
workable temperature, generally 175 °F to 225 °F. During inspection, the temperature of the
asphalt delivered to the paver, and immediately behind the paver, must be close
to the optimal compaction temperature as listed on the approved JMF. In the case of
foamed Warm Mix Asphalt this may be, in general, 0 to 30 °F less than the JMF
compaction temperature. The breakdown
roller (first roller) must compact the mat at, or near, this temperature. Complete coverage of the breakdown roller
across the mat is required to obtain uniform density. Lower compaction temperatures are directly
related to an increase in air void content, which increase the permeability of
the pavement. A high permeability
pavement will fail prematurely unless specifically designed to be permeable.
Even with a perfect mix design, if the mix is not properly compacted in the
field, the final product will not last for its intended length of time.
Thin
lift asphalt is susceptible to rapid loss of heat, and its temperature must be
monitored very closely, particularly during cool weather paving.
Any
mixture that cools before it can be compacted properly should be removed and
replaced.
Monitor
and record the mix temperature on a regular basis throughout the paving
operation.
Asphalt
delivery trucks are not allowed to clean out truck beds on the pavement that
will be paved. The material that remains
in truck beds is cold and will not compact correctly, often causing a bump in
the pavement, and likely, a future pot hole.
Spreading or broadcasting the cold material across the pavement prior to
paving does not solve the problem.
Always have the Contractor designate a cleanout area and ensure truck
drivers are using it. If truck drivers
continue to clean out on the road to be paved, have the FQCS address the
issue.


Picture
401.15.R&S – Trucks Cleaning Out in Front of the Paver
Truck
drivers use release agents to keep asphalt from sticking to truck beds. Diesel fuel is prohibited to be used as a
release agent in truck beds, but its use still occurs on ODOT projects. ODOT allows the use of special asphalt
release agents and maintains a list of approved products on its website. Diesel fuel dissolves the asphalt binder and
causes a soft spot in the asphalt mat, which eventually becomes a pot
hole. Any truck driver using diesel fuel
must be removed from the project. Contact the testing office for assistance if
needed. The FQCS is required
to take action to prevent diesel fuel used as a release agent. Pavement areas affected by diesel fuel should
be corrected by removing the contaminated material and replacing it with
acceptable material. Note: the overuse
of approved release agents can damage new pavement. Observe truck loading at the asphalt plant to
ensure there is no free liquid draining from truck beds as a result of over
application of any approved release agent.


Picture
401.15.T&U - Soft Spots in the Mat as a Result of Diesel Fuel used as a
Release Agent
Variations
in the moisture content of the aggregate fed to the plant, or an erratic
production rate, may result in an excess of moisture in the asphalt concrete
mixture. This can cause slumped or
flattened loads accompanied by considerable bubbling or steaming of the
mixture. In extreme cases, the PG binder
material may separate from the aggregate and collect in a film over the surface
of the load. This condition is
unacceptable and is sufficient cause for rejection of the load. Excess moisture may cause streaks of excess
PG binder material to appear as the mixture is spread. Report moisture problems to the Plant Monitor
and the FQCS.
An
asphalt concrete mixture can become unsatisfactory due to contamination of the
PG binder material, the aggregate, or the mixture itself. Contamination of the PG binder material,
either in shipment or in storage at the plant, has the most serious
effects. Contamination of the PG binder
material may remain undetected until a quantity of mix is produced, at which
time a marked change in the odor, consistency, or appearance of the mixture in
the truck or in the paver hopper indicates that contamination has
occurred. When these changes are noted,
observe the mixture carefully as it is being placed and compacted. Report changes in the mixture to the FQCS and ensure
there is follow-up.
When
nighttime paving is required, no work can proceed without an approved and
operating lighting system. This work consists of furnishing, installing,
operating, maintaining, moving, and removing nighttime lighting to illuminate
construction work areas for night work.
Night work is defined as work performed from 30 minutes before sunset to
30 minutes after sunrise.
An
illuminated zone of at least 5-foot-candles is required in the immediate
vicinity of all paving equipment and at least 1-foot-candle at 25 feet. Item 401.15 provides these specific
requirements. The Engineer must approve
the lighting system based on measured luminance readings. The Contractor must provide a photometer that
can measure the luminance levels at the specified foot-candles with
measurements taken 20 inches above the roadway.
Luminance
measurements can be required by the Contractor at any time as requested by the
Engineer. The Contractor must provide
luminance readings at any change in the approved lighting configuration. Any corrections and deficiencies must be made
within 1 hour or the Engineer is required to shut down the construction.
Light
sources shall be positioned so they do not interfere with, impede, or cause
glare for motorists. Light cannot be
pointed at adjacent properties.
Luminaires must be kept clean and bulbs replaced immediately. Asphalt pavement placed during nighttime
operations should be reviewed and inspected in the daylight for mat problems
like segregation, smoothness, etc. The
results and observations of daylight reviews should be used to make corrections
and adjustments to the paving procedures in order to correct and prevent
substandard operations and unacceptable asphalt pavement.


Picture
401.15.V&W - Night Paving Lighting
Many
jobs require paving during night hours to avoid lane restrictions during peak
traffic hours. The Department maintains
a website that details those roadways that cannot have lane closures during
daylight hours. It can be difficult to
see mat deficiencies (e.g., segregation) during night paving due to limited
lighting and shadowing. Undetected segregation has been known to be a problem;
therefore, the Department requires the use of an MTV/MTD
with paver hopper insert or remixing paver for night paving under the following
conditions:
The
project plans include more than 1 mile of continuous paving (measured through
the bridges) and the surface course is being paved.
Or
for intermediate course paving when PN 401 is
included in the project proposal.
An
MTV, MTD, or remixing paver must be a machine
specifically made to eliminate segregation of asphalt mats. There are MTVs and MTDs that merely transfer material from the truck to the
paver and do not mechanically remix the material prior to discharge to the
paver hopper. These machines are not
allowed. The Contractor must provide
manufacturer’s information to prove that the MTV/MTD
proposed for use on the project has a mixer/agitator mechanism that consists of
either segmented, anti-segregation, re-mixing augers, or two full-length
longitudinal paddle mixers specifically designed for the purpose of re-mixing. Longitudinal paddle mixers shall be located
in the paver hopper insert.
Remixing
pavers specifically made to eliminate asphalt segregation are acceptable
alternatives to an MTV/MTD.
In
all cases, the selected equipment must eliminate segregation, provide a uniform
temperature throughout the mixture, and limit temperature differentials to less
than 25 °F (14 °C) across the mat.
Before
the start of paving, the Contractor shall provide a method for measuring the
mat temperature differentials, and a method of inspection for segregation, that
will be used during paving operations.
Measuring mat temperatures can be performed using an infrared thermometer
or special equipment specifically designed for this purpose, such as the Pave IR system. There
should be a regular daylight inspection of the mat placed the previous night to
ensure there are no areas of segregation that could not be seen during night
paving operations.
Equipment
that that does not consistently eliminate physical segregation and/or does not
meet the temperature differential requirement should not be used on the
project. Notify the FQCS of
deficiencies of the equipment and ensure a remedy is put in place.
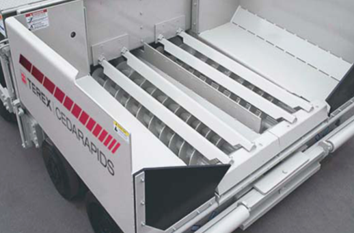

Picture
401.15.X&Y - Remixing Paver (Left) and Material Transfer Vehicle (Right)
Specification
Item 401.15 requires
the Contractor to, “Remove and replace, or otherwise correct, any portion of
the pavement course found to be defective in surface texture or composition
before or after compaction in a manner satisfactory to the Engineer.” The
Engineer will make a determination about whether a defective pavement must be
removed or can remain in place with some repairs. The following methods may produce
satisfactory results when the work is properly performed by sufficiently
skilled workers. All corrective methods
must be approved by the Engineer.
Where
removal of material is required or to correct a low area, saw the patch area to
neat lines. Remove the asphalt to the
full-depth of the defective course and coat the surface of the of the patch
area and butt joints with approved tack coat material. Place the new mixture in the prepared patch
area to the proper elevations and compact as required.
When
material must be removed to correct high areas in the surface, use a diamond
grinder. Removal and replacement of the
surface course and a portion of the underlying material may be necessary in
extreme cases.
Minor
segregated areas in which there is insufficient fine aggregate at the surface
can be corrected by a squeegee application of an asphalt binder, of the same
type, used in the mixture. An emulsion
of the asphalt material, along with added fine aggregate, is also effective. Careful use of the squeegee is necessary to
fill the surface voids without leaving a surplus of the sealer on the
surface.
The
compaction of asphalt concrete mixes is currently governed by one of two types
of specifications. A method
specification is used for some asphalt concrete (301, 302, and 448 by 2005
specification and older), while most mix types (446 and 448 by 2008
specification and newer) are governed by a density requirement (446.05 and 448.03). Supplement 1055
details the requirements of density testing for 448 mixtures.
The
Job Mix Formula (JMF) provides the optimal compaction
temperature for the design. The mixture
should be checked frequently to ensure the asphalt is being compacted at or
near that temperature. For foamed Warm
Mix Asphalt this the filed compaction temperature may be 0 to 30 °F less than
that listed on the JMF. For asphalt concrete base pavements, refer to
Items 301 and 302 for minimum allowed mix temperature. In all cases, the mixture should not be
allowed to cool below a workable temperature for adequate compaction (175 °F to
275 °F) and the majority of compaction should be accomplished before the
temperature reaches 225 °F.
This
section applies to all mixes without a density specification. Compaction of an asphalt concrete mixture
using the method specification is performed by using the rollers and methods
specified in 401.13 and 401.16.
The
number and type of rollers proposed for use by the Contractor should be checked
for compliance with 401.13. The calculation for the roller capacity (tons
per hour) should be made by the project personnel. Documentation of the calculations and the
tire manufacturer’s charts or tabulations furnished by the Contractor should be
kept in the project files. As the work
progresses, the placement rate should be checked to ensure that it does not
exceed the combined capacity of the rollers in use. If the placement rate does exceed the roller
capacity, the Contractor must either reduce the rate or use additional rollers.
For
compacting base mixtures, the specifications require at least one steel wheel
and one Type 1 pneumatic tire roller.
This requirement must be met even though the placing rate may indicate
the need for only one roller. The intent
is to ensure that each layer of base mixture will be subjected to the traffic
conditioning effects of pneumatic tire rolling while the mixture has sufficient
retained heat to respond without fracturing.
For
compacting intermediate or surface courses, the specifications require the use
of a three-wheel roller in the breakdown position. Ensure this requirement is met when using a
method specification.
Example:
Roller
capacity and placement rate.
A
contractor is using one 3-wheel roller, one vibratory roller with 66-inch drums
(both vibrating), and one Type 2 pneumatic tire roller to compact a 3-inch
thick mat using material with a Laboratory conversion factor of 2.0 tons per
cubic yard (tons/yd3).
From
Table 401.13-1 the following is the maximum capacity of the rollers the
Contractor will use:
Three
wheel = 700 yd2/hr
Vibratory
roller = 2 drums x 66 in. x (15 yd2/hr/in.
of width) = 1,980 yd2/hr
Type
II pneumatic roller = 700 yd2/hr
Maximum
roller capacity = 700 + 1,980 + 700 = 3,380 yd2/hr
3,380
yd2/hr
x (3 in ÷ 36 yd3/in.3)
= 281.67 yd3/hr
281.67
yd3 x 2.0 tons/yd3 = 563.34 tons per hour maximum
placement rate.
Therefore,
the Contractor is limited to placing a maximum of 563.34 tons per hour using
the rollers brought to the job.
This
section applies to mixes accepted based on a density specification. The Contractor is responsible for determining
the correct roller train to ensure compaction.
For
446 and 448 asphalt
accepted by density testing, only the last four paragraphs of 401.16 are
applicable.
Item
446 mixtures
require the Contractor to meet a specified density target. To determine the density, ten 4-inch cores
are cut from the pavement for each day of paving. The District Test Lab determines the field
density from the cores. The Contractor
can receive a bonus or deduction to the pay item based on the field
densities. Refer to Item 446 for detailed
information on this process.
Supplement 1055
provides the procedure for density testing using a nuclear gauge for 448 mixtures. This process requires the cutting of cores
only to establish the correlation between core density and gauge density. Refer to Item 448 and S1055 for details
on determining density of 448 asphalt
concrete.

Picture
401.16.A – Standard Steel Wheel Vibratory Roller
This
section pertains to the compaction of asphalt concrete mixes using either the
method specification or the density acceptance specification (described
above). The Inspector should refer to
the last four paragraphs of 401.16 to review
the common part of both compaction specifications.
The
optimum compaction conditions are present immediately behind the paver, and the
greatest increase in density per roller pass occurs in this area. It is important that the breakdown roller
follows the paver as closely as possible and obtains full-coverage across the
entire mat width being placed. In
general, roller coverage should begin at the edge and move toward the
centerline, moving longitudinally, and overlapping each roller pass by one-half
of the prior pass. When a longitudinal
joint is being made (i.e., matching a previous course), this joint should be
rolled first and then preceded with the normal rolling pattern. The specified roller pattern should be
repeated uniformly, without abrupt stops or changes in direction, and the
reversing points at the end of the roller runs should be staggered to reduce
the possibility of forming transverse bumps.
Final rolling should remove all tire marks.
Asphalt
pavement joints can be confined or unconfined.
Confined joints occur when the asphalt mixture is placed directly
against a previously placed asphalt pavement or an existing pavement. Unconfined joints are considered loose since
they are not placed against any confining edge or structure. Unconfined edges of the mat should be rolled
using a steel drum roller with the roller drum hanging out over the edge approximately
6 inches.
Longitudinal
joints occur where two lanes are, or will be, joined together. For an unconfined or confined longitudinal
joint, best results are obtained by using a drum vibratory roller operated in
the vibratory mode with the frequency set at maximum. Pneumatic tire rollers should not be used to
do the first pass of an unconfined longitudinal joint.


Picture
401.16.B – Rolling the Unconfined Edge

Picture
401.16.C – Rolling the Longitudinal Joint First
Longitudinal
joints in the surface layer shall correspond with the edges of proposed traffic
lanes. Longitudinal joints in lower
layers shall be offset, as per Standard Construction Drawing
BP-3.1, alternating each side of the edges of traffic lanes
no less than 6 inches (150 mm).
Proper
longitudinal joint construction requires the loose asphalt mixture to be placed
at an extra 25 percent thickness above the confined joint material to allow for
roll down and with a 1-inch to 1-1/2-inch overlap to permit proper
compaction. If the joint is being made
against a sawed or milled vertical edge, the overlap can be around 1/2
inch.
The
height of the new asphalt mixture over the joint must be sufficient to permit
full compaction of the material being placed before the weight of the roller
begins to be carried on the adjacent construction. This pre-compaction height must be maintained
uniformly, particularly on surface courses where raveling of an unsound joint
is likely to occur. Height uniformity is
achieved by continuous, automatic control of the strike off height.
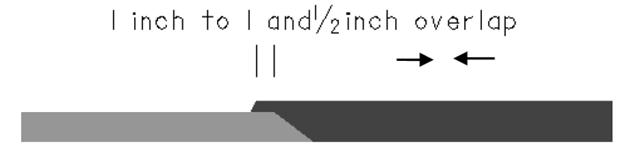
Figure
401.17.A
The
paver should be operated in a straight line to provide a mat with a straight
edge that can be consistently overlapped.
Excessive deviations of the edge line from a straight line are
unacceptable and require trimming the edge before the adjacent material is
placed. With a good edge and proper
control of the placing operation, little or no hand work is needed to form a
good longitudinal joint. The Contractor
should not continuously rake the joint.
On surface courses, the Inspector must be sure that when hand raking
does occur, it does not produce an irregular surface texture.
On
projects where traffic is maintained, the longitudinal joints between adjacent
lanes of surface course pavement must be completed within 24 hours. Where this time limit is exceeded, the joint
should be inspected, and if the joint appears to be excessively rounded or
displaced, trim the face to vertical according to 401.17.
All
cold longitudinal joints are required to be sealed, as specified in 401.17, using a certified PG
binder or SBR Asphalt Emulsion to provide 100 percent
coverage of the joint. Ensure the
correct material is being used. Often
tack is used instead of the required material; this is not acceptable.

Picture
401.17.A – Sealing the Cold Longitudinal Joint
Transverse
joints occur at any time the paving operation is stopped for the day (or
night). When placing the last load of
asphalt for the day, the paver should move forward until all material is
spread. This leaves an irregular end
that should be squared off by hand to form the joint. This joint edge should be compacted
thoroughly, with the rollers passing over the edge, even though this may cause
some rounding or even displacement of the material in the process.
Note
that transverse joints at the beginning or completion of a project require
joint construction, as detailed in the plan sheets, or in accordance with Standard Construction Drawing
BP-3.1.
When
the paving operation resumes, locate the point where the rounding or other
departure from the profile begins, and continue the paving operation from that
location in order to assure a smooth transition from one section to the
other. In some cases, trimming the joint
face may be necessary. For all surface
courses, the transverse construction joint is required to be formed or cut to
vertical. All cold, transverse,
longitudinal joints are required to be sealed as specified in 401.17 using a
certified PG binder, SBR Asphalt Emulsion to provide
100 percent coverage of the joint, or with a certified 702.04 asphalt
material at a rate of 0.25 gallon per square yard (1 L/m2).
The
Contractor must have workers and hot material available during construction of
the transverse joint. Utilize alternate rolling, a 10-foot straightedge, and
the addition or removal of material to produce a uniform profile. Paving operations should not be permitted to
continue until a satisfactory joint has been obtained.
The
specifications require the Contractor to maintain the rate of spreading of a
uniform asphalt course to within ± 5 percent of what is required by the
plan. For a given uniform course, the
Required Placement Rate per Station (RPRS) is
calculated in tons per station and checked against the Actual Placement Rate
(APR). Determine the APR using the plant
weight tickets, which accompany each load of material, and the area covered by
a given number of loads. The area to be
used for the check should not be greater than 500 feet (150 m) in length and
should be measured from the start of a full load of asphalt concrete to the end
of a full load. The results of these
checks should be recorded on Form CA-FP-4, Bituminous Concrete
Inspection.
To
establish the RPRS, the laboratory conversion factor
(tons/yd3) is multiplied by the required volume of the asphalt
pavement per station. One station is
equal to 100 feet. The placement rate,
in tons per station, is given by the following equations:
Calculate
Required Placement Rate per Station, RPRS:
RPRS = [Volume of asphalt in cubic yards (yd3)] x [Lab Conversion
Factor, CF (ton/yd3)]
= [{100
ft. per Station) x Lane Width (ft.) x Mat Thickness (ft.)} ÷ 27 ft3/yd3] x C.F. (tons/yd3)
= tons/station
Calculate
the Actual Placement Rate (APR):
APR
= [Material
Used (Tons) ÷ (Test section length (ft.) ÷ 100 per Station)]
= tons/station
Calculate
the % Difference between the RPRS and the APR:
%
= [1 - (RPRS / APR)] x 100
Where:
RPRS is the required placement rate per station.
APR
is the actual placement rate per station.
C.F.
is the lab conversion factor (tons/yd3).
Example:
Determine
the Required Placing Rate per Station (RPRS):
A
contractor is placing a 5-inch uniform mat of asphalt concrete pavement 12 feet
wide, with a Laboratory conversion factor of 2.0 tons/cubic yard (tons/yd3). In 500 feet the Contractor used 188 tons of
material (from the truck weight tickets).
Is the APR within ± 5 percent of the RPRS?
The
required placing rate (RPRS) in tons of material per
station:
RPRS = [Volume
of asphalt in cubic yards] x [Lab Conversion Factor]
= [{100 ft./station x 12 ft. x (5 in. ÷ 12 in./ft.)} ÷ 27 ft3/yd3] x 2.0 tons/yd3
= 37.04 tons/station
This
rate should be rounded off to two digits after the decimal for control
purposes.
The
APR in tons per station:
APR =
188 tons ¸
(500 ft ¸
100 ft/station) = 37.6 tons/station
%
Difference in Spreading Rate Tolerance:
%
Difference = [1 - (RPRS / APR)] x 100 = [1 – (37.04 ¸
37.6)] x 100 = 1.49%
The
Contractor’s actual spreading rate is within ± 5 percent of the required
spreading rate.
Note: This calculation can also be made on a
tonnage basis instead of the “per station basis.” Simply determine the required tons for the
500 feet and compare it to the actual tons placed.
Tons
required = [500 ft x 12 ft x (5 in ÷ 12 in/ft) ÷ 27 ft3/yd3]
x 2.0 tons/yd3 = 185.19 tons
Tons
used = 188
%
Difference = [1 - (185.19 ¸ 188)] x 100 = 1.49%
When
variations greater than ± 5 percent of the required rate are calculated, the
Inspector should address the variance with the FQCS to determine
a cause. The Contractor should adjust
the paver operation accordingly to bring an unwarranted variation back into
tolerance. The Inspector should
immediately check the actual spreading rate when changes are made to the paving
operation. All variations in tolerance
should be recorded in the Inspector’s daily report.
Depending
on the nature of the material being placed, and quality of the placing
operation, one to four placement rate checks per day normally will represent
the material placed with a given paver.
When the work involves a series of small areas, the use of partial loads
at each location makes the check impractical.
In such cases, the Inspector should determine plan thickness is being
obtained.
The
placing of asphalt concrete should be closely controlled and kept as near as
possible at the specified rate. Even for
a well-controlled operation, both positive and negative variations will
occur. The Contractor should not place
the material at a rate greater than required since this would result in an
overrun of plan quantity for which the Contractor would not be paid. As stated in 401.21, “Method
of Measurement,” the pay quantity is limited to the total weight of the item
placed, converted to cubic yards (cubic meters), with no payment made for the
quantity of material placed which exceeds that calculated from plan lines and
dimensions.
For
all new construction, and some rehabilitation construction, the required
profile grade and pavement elevations are given in the plans. Where a profile grade is not specified for
rehabilitation construction, the profile of the finished pavement surface
depends upon the profile of the existing pavement surface. The plans may require profile correction
prior to placing an overlay pavement; however, profile elevations may or may
not be specified.
For
construction where a profile grade is specified, the Contractor is required to
set grade stakes in order to provide a reference for controlling the elevation
at which the asphalt concrete is placed.
These grade stakes should be set at intervals of no more than 50 feet
(15 m) on tangents and no more than 25 feet (7.5 m) on vertical curves and
transition lengths of superelevated curves. The stakes should be placed on both sides of
the pavement to permit easy checking of the grade; intermediate stakes should
be provided in areas of greater than normal width.
The
specifications require the completed pavement longitudinal profile does not
deviate more than 1/2 inch from the plan elevation at any point. The difference in pavement elevation may be
obtained by methods such as profile levels or differences in rod readings. Prior to placing the surface course, the
Contractor must check the profile of the preceding course at 50-foot intervals
and submit a tabulation of the results to the Engineer for approval. The results should be tabulated in a
convenient form, which list the following:
·
Station
·
Pavement
elevation
·
Plan
elevation
·
Difference
The
Engineer will evaluate the Contractor’s profile check. Approval of the profile and permission to
place the surface course should be based on satisfactory completion of any
corrective work needed for compliance with the profile requirement. The approved profile check will be part of
the project record.
For
all new construction, and some rehabilitation construction, the required cross-
or transverse slope of the asphalt concrete pavement is given either as crown
or as superelevation in the plans. Where a cross-slope is not specified for
rehabilitation construction, the cross-slope of the finished pavement depends
on the cross-slope of the existing pavement surface.
For
construction where the cross-slope is specified, the pavement cannot vary more
than 3/8 inch in 10 feet from the required slope. The Contractor should check the cross-slope
of the pavement course being placed during the spreading operation with a
10-foot straightedge. The Inspector
should observe this operation regularly to ensure that the pavement course is
being constructed substantially within the specified cross-slope limits.
Particular
attention should be given to the checking of the cross-slope on the asphalt
concrete course preceding the surface course.
Where observation of the Contractor’s checking or additional checking by
the Inspector reveals substantial deviations from the specified limits,
corrections must be made to bring the asphalt concrete course within the specified
cross-slope limits before the surface course can be placed.
Example
of cross-slope check:
The
plan specified the cross-slope as 0.016 foot per foot of pavement width (0.016
ft./ft.). For a 12-foot wide lane, the
pavement drops from the crown to the edge based on the rate of slope. This vertical drop (in inches) is calculated:
0.016
ft./ft. x 12 in./ft. x 12 ft. pavement
width = 2.3 inches
Therefore,
if the Contractor checks the slope with a 10-foot straightedge, the vertical
measurement from the pavement surface to the level straightedge is calculated:
0.016
ft./ft. x 12 in./ft. x 10 ft. straightedge = 1.92 inches
The
spec requires a tolerance of ±3/8 inches (0.375 in.) on the cross-slope, so the
vertical measurement from the pavement surface to the level straightedge can
be:
1.92
in. + 0.375 in. = 2.30 inches
1.92
in. – 0.375 in. = 1.54 inches

Figure
401.19.A
The
required smoothness of asphalt intermediate and surface course cannot exceed
1/4 inch from the testing edge of a 10-foot (3.0 m) straightedge. The Contractor is required to provide a
straightedge that is satisfactory to the Engineer. The Contractor should check the course being
placed while the Inspector observes. The
frequency of checking depends on the nature of the work being done. The surface smoothness should be checked
closely when a transverse joint is being made, when erratic paver operation
occurs, or when hand placing is required in the construction of a transverse
joint. This check is often done at the
end of a paving project since many Contractors elect to use a non-contact
profiler and software per ODOT Supplement 1058.
When
PN 420 or PN 470 is
included, the Contractor is required to check smoothness using approved
profilers and provide an analysis using ProVAL
software according to S1058.
The
project Inspector should determine at the beginning of the project which method
the Contractor will use to check smoothness when PN 402 or PN 470 do not
apply. In the case neither of these
proposal notes apply, ensure that the Contractor is regularly checking the
surface behind the paver with the 10-foot straightedge.
Asphalt
mixture is delivered to the project based on weight in tons for each load. Payment is made in cubic yards for the
specific item of work (e.g., 301, 448, or 446). A conversion from tons to cubic yards is
required. The Laboratory provides a
conversion factor (unit weight/volume) for the specific JMF
being used in tons/cubic yard (tons/yd3).
The
number of tons placed and accepted is converted to cubic yards and compared to
the quantity calculated from the plan lines and dimensions. The Department will not pay for additional
quantities over the plan calculated cubic yards.
After
the total tonnage of material used in a pavement section has been determined,
convert it to cubic yards (cubic meters) using the applicable conversion factor
established in 401.21. The conversion factor of a mix is included on
the JMF and can be obtained from the District test
lab. The tonnage of material used in a
pavement section is converted to cubic yards (cubic meters) as follows:
Cubic
Yards = [TW ÷ CF]
Where:
TW
= Total weight of asphalt placed (tons)
CF
= Conversion factor (tons/yd3)
or (tons/m3)
This
volume should be rounded off to the nearest cubic yard (cubic meter).
Keep
a daily summary that includes Reference Number (Pay Item), Item Number, paving
location, tons used (along with the conversion to cubic yards), and the
calculated pay quantity. Add the asphalt
plant tickets and keep with the daily summary.
Use an adding machine with a paper printout. On the printout write the project number,
date, Reference and Item Number, Participation Code, paving location (route,
station to station, lane, etc.), and show the conversion to cubic yards. Initial the printout and keep with the daily
summary sheet.
Complete
a final summary of the total quantity placed for each Reference Number. The final summary should provide details for
all separate pavement areas. In general,
separate pavement areas include different contract parts, different
participation codes, physically separate roadways, and pavement areas having
differing design sections (e.g., ramps).
The
pay quantity of asphalt concrete with a uniform plan depth is calculated using
the plan width and measured distance along the centerline. Paving in excess of the plan width or plan
length is not eligible for pay. Excess
quantity can only be paid if approved by the Engineer.
Where
one to two courses of asphalt concrete is placed on an existing pavement for
the correction of the profile and cross-section, the depth is variable and the
pay quantity is the quantity placed as directed by the Engineer in accordance
with the intent of the plans. Placement
rate checks, as described in Section 401.21, should be
used to verify that the Contractor is meeting the intent of the plans.
This
section contains general requirements for inspecting and documenting asphalt
concrete pavement operations. The
Inspector should record all observations regarding the placement of the asphalt
mixture, in addition to the following requirements.
1.
Obtain
JMF for the project.
2.
Verify
the FQCS for the
project.
3.
Determine
and document if paver requires modification and has been modified per 401.12.
4.
Check
and document roller capacities as outlined in 401.13 if
required by the specification item.
5.
Document
pavement surface condition, preparation, and surface and air temperatures.
6.
Document
tack or prime used along with source and quantity used versus required. Note if application is non-uniform and steps
taken to correct.
7.
Document
lift thickness, mat width, weather conditions, surface tolerance checks,
equipment problems, mat problems (segregation, tearing, tenderness, etc.),
spreading rate, roller coverage, and any other issues or observations made
during paving operations.
8.
Observe
and document trucks hauling material.
9.
Check
for secured waterproof cover (tarp).
10.
Check
for insulated truck beds for temperatures below 50 °F (10 °C)
and/or if the haul exceeds 20 miles (32 km).
11.
Observe
the asphalt mix in the truck and note any slumping, drain down, or blue smoke.
12.
Determine
compliance with compaction requirements as per 401.16.
13.
Record
asphalt mixture temperatures measured in the paver hopper and on the mat at the
time of compaction.
14.
Determine
and record required and actual placement rates and variance.
15.
Write
location (and route), date, and time on asphalt plant tickets. Tickets should be totaled daily, initialed,
and with the calculator tape attached.
16.
Ensure
samples, cores, or density readings are taken as required by item 446 or 448.
17.
Record
luminance readings for night paving operations.
18.
When
required, determine if MTV meets specification for remixing and mat temperature
differential.
19.
Determine
plan quantity for payment.
20.
Document
on CA-FP-2 through 4
or other approved forms as needed.